

| 产品价格 | 电议/件 |
|---|---|
| 发货期限 | 1-3 |
| 供货总量 | 8989868 |
| 运费说明 | 电议 |
| 最小起订 | 1 |
| 质量等级 | A |
| 是否厂家 | 是 |
| 产品品牌 | 海腾 |
| 加工定制 | 可定制 |
| 可售卖地 | 全国 |
| 是否进口 | 否 |





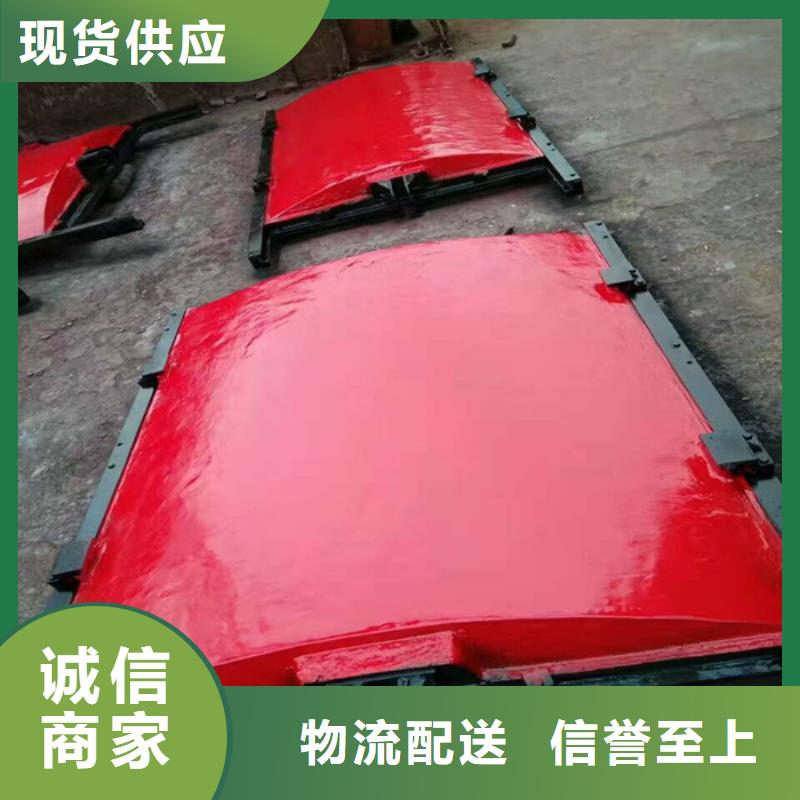
自贡铸铁闸门的门槽与板面为整体安装,二次浇注方式(亦可一次性整体安装浇注),浇注前以密封止水面及侧向导轨面为基准将闸框调正,固定,撑好背面防止变形,进行浇注砼浆一定要密封实以防渗漏。
自贡铸铁闸门安装... 自贡铸铁闸门的门槽与板面为整体安装,二次浇注方式(亦可一次性整体安装浇注),浇注前以密封止水面及侧向导轨面为基准将闸框调正,固定,撑好背面防止变形,进行浇注砼浆一定要密封实以防渗漏。
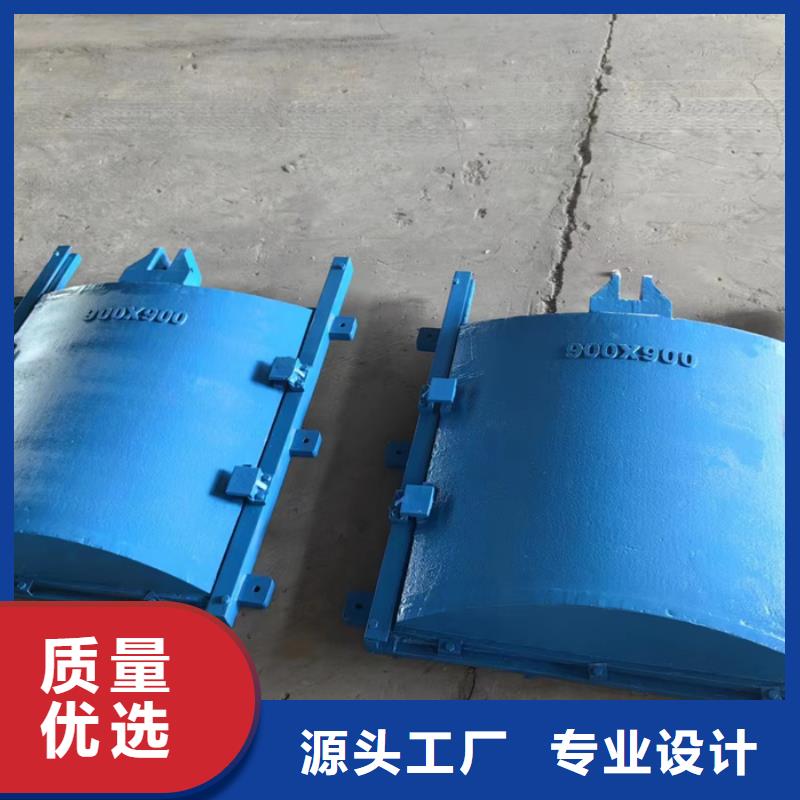
自贡铸铁闸门安装浇注砼前,调整闸门与闸框偏心与间隙,锁紧楔块装置.以达到良好的止水效果。
自贡铸铁闸门的板面与闸槽为偶合件配套,在搬运、仓储及安装时不得互换,以免影响止水效果。
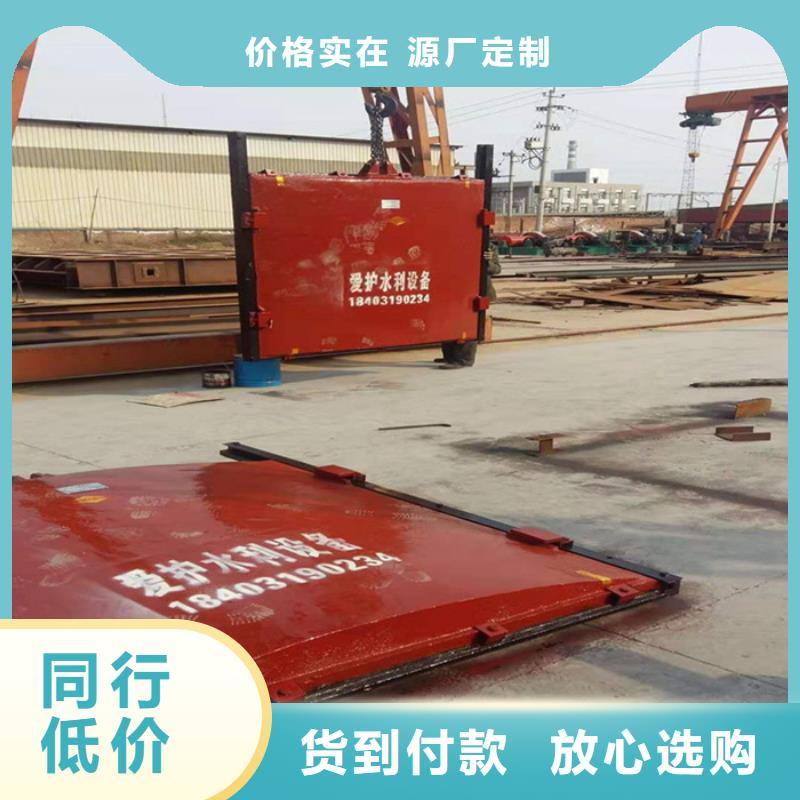
闸门的迎水面一定要按设计要求安装否则因板面受力方向不对,引起板面断裂,遇反向受压时一定要在订货时说明,防止发生重大事故。
自贡铸铁闸门机械的操作规范是非常重要的,这不仅仅能够保障操作的,对于维护机械的性能也有着很大的作业。启闭机的闸门有不少的操作规范,下面我们就具体的为大家介绍。
一、闸门启闭机运行,必须由启闭机单位负责人发出调度指令。不经擅自调度启闭机,违反者将严肃追究有关人员责任。
二、非本单位的工作人员一律不得操作启闭机及相关设备。
三、操作人员必须对比启闭机的操作熟悉,思想集中,坚守岗位,加强监视。启闭过程中,操作人员应注意。
四、开机启闭前,应先检查丝杆所处位置,电机、变速箱、皮带等有无异常,确认正常后,再通电启闭,并将调度人、操作人、启闭目的、设备检查情况。
自贡铸铁闸门制芯工序
(1)该产品的砂芯仅有一件重约4kg的热芯,我们主要是检测热芯的发气量,并控制在16mL/g以下。此外,对于涂料的发气量也要求控制在30mL/g以下,努力降低砂芯的发气量。
(2)在砂芯芯头位置钻排气孔,并控制排气孔深度约为芯头长度的1/2左右。同时注意检查浸涂完毕的砂芯是否存在涂料堆积或排气孔堵塞的现象。
自贡铸铁闸门造型工序
(1)在保证砂型水平面硬度>90,立面>85(B型硬度计检测)的前提下,降低了上箱的压实比压,以便进一步提高排气效率。
(2)严格控制涂料的波美度在37~39,并规范喷涂操作方法,既要喷涂到位又不能使涂料堆积,保证涂料层的厚度。
对于这个造型是比较严格的,我们的自贡铸铁闸门在造型方面完全符合这方面的需要,而且产品变得更加的好。
在铸造自贡铸铁闸门的过程中普遍都会遇到出现气孔的问题,有时候也深受他的影响。总的来说,气孔又分为表面、皮下和内部气孔三种。铸造工艺、铸造原料、浇注过程的操作等都可能是产生气孔的原因。
自贡铸铁闸门缺陷分析及解决措施
根据气孔的外观,我们判断为皮下气孔并且分为两种,一是内部发亮的皮下气孔,二是内部发黑的渣气孔。我们知道,金属液与铸型(包括型砂、砂芯、涂料、冷铁),金属液与熔渣,或金属液内部某些元素、化合物之间发生反应形成的气孔,称为反应气孔,这类气孔一般位于铸件表皮下面,称为针孔或者皮下气孔,在球墨铸铁件潮膜砂造型时,产生气孔中的气体为H2S、H2、镁蒸气等,这是形成 种气孔的原因;而第二种渣气孔,我们分析是由于金属液氧化造成的。根据上述分析,我们对熔炼及浇注、制芯、砂处理、造型等各工序进行了分析,并针对发现的问题制订相应的解决措施。