




我们为您准备了X52管线管厂家产品的全新视频介绍,视频中的每一帧,都是产品的真实写照
以下是:X52管线管厂家的图文介绍
鹏鑫钢铁有限公司注重 甘肃天水无缝钢管质量,有专业的售后服务团队,长期跟踪服务。我们的企业精神:诚信为本,创新为魂。期待与各界朋友携手共创公司美好的未来。


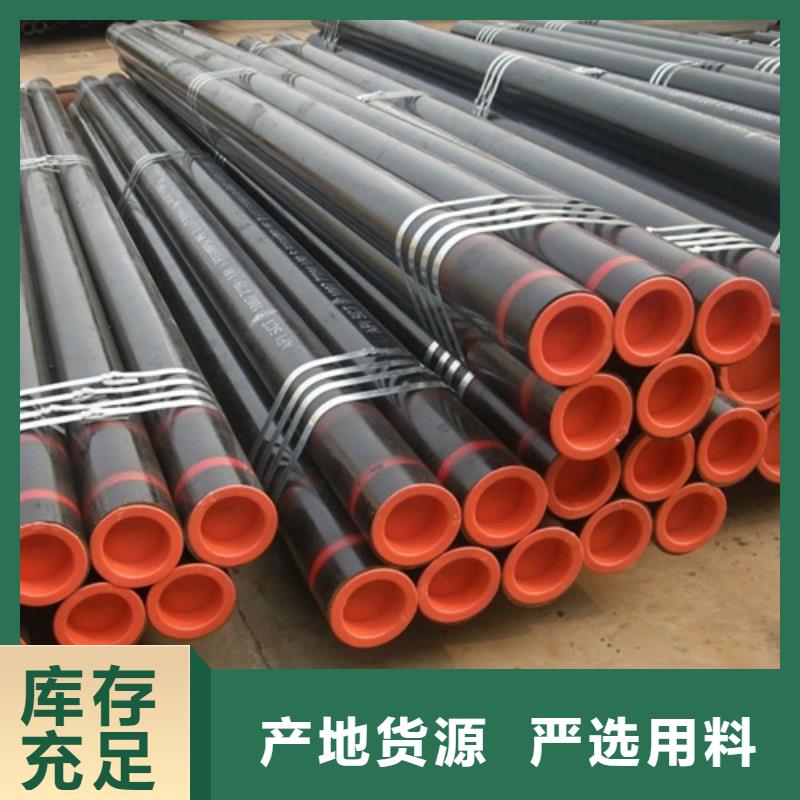
管线管主要用于石油、天然气、化工、电力等行业中的气、水、油等介质的输送。所有产品里的自主研制开发的管线管产品现已形成PSL1等级管线管、PSL2等级管线管、海底管线管、酸性管线管、低温管线管等多用途、次产品的制造能力,能满足客户不同的使用需求,强度级别*高达到X100Q/L690Q,钢管外径范围:60.3~762mm,壁厚范围:3.5mm~120mm。所有产品里的管线管产品质量稳定,广泛应用于国内外众多重点工程项目中。 可执行的其它标准: 国内标准:GB/T 9711-2017 国际标准:ISO 3183-2012,NACE MR0175/ISO 15156 壳牌标准:DEP 31.40.20.37 道达尔标准:TOTAL GS EP PLR 201 加拿大标准:CSA Z245.1-14 科威特标准:KOC-MS-001 PT.1 REV.2(2009),KOC-MS-018 挪威标准:DNV-OS-F101 伊朗标准:IPS-M-PI-190 其它标准






管线管电焊焊接溅出的方法 管线管电焊焊接溅出的危害主要表现在:减少电焊焊接熔敷率,减少电焊焊接生产效率;溅出物易黏附在焊接件和喷头上,危害激光焊接品质,使电焊焊接工作标准下降及施工时间;电焊焊接熔合不稳定,造成焊接外观设计比较不光滑等缺点。要避免溅出的产生,下列五个对策应当对您有些协助: (一)管线管电弧焊中,针对每一种孔径焊条的溅出率和电焊焊接电流量中间都具有着一定的规律性:在小电流量区溅出率较小,进到大电流量区溅出率也较小,而正中间区溅出率大。因此在挑选电焊焊接电流量时,应尽量绕开溅出率高的电流量地区。 (二)焊条外伸长短应尽量减少,可以更合理地降低管线管电焊焊接溅出。 (三)气体保护焊机选用正正负极时因为电孤受阳极氧化色斑工作压力危害,溅出猛增且颗粒物大,因而一般选用直流电反正负极接线方法。 (四)在电焊焊接控制回路中串连大的电感器。选用中等水平电流量标准气体保护焊时,因弦长较短,与此同时熔滴和熔合都是在不断地健身运动,熔滴与熔合非常容易产生短路故障全过程,因此气体保护焊除大滴状抵触衔接外,也有一部分熔滴是短路故障衔接,在电焊焊接控制回路中串连大一些的电感器,使短路容量升高速度比较慢一些,那样可以恰当地降低管线管电焊焊接溅出。 (五)气焊枪竖直电焊焊接管线管时溅出量少,歪斜视角越大,溅出就越大。根据实践经验证明,气焊枪前伸或后倾好不超过20°,大不可以高于25°。



管线管规格:8-1240×1-200mm管线管 行标准: API SPEC 5L 用途:用于石油、天然气工业中的气、水、油输送 API SPEC 5L-2007(管线管规范),是美国石油学会编制并发布的,在世界各地通用。 管线管:是把轴出地面的油、气或水,通过管线管输送到石油和天然气工业企业。管线管包括无缝和焊接管两种,其管端有平端、带螺纹端和承口端;其连接方式为端头焊接、接箍连接、承插连接等。该管主要材质为B、X42、X46、X56、X65、X70等钢级。用途: 用于石油、精炼厂的炉管、热交换器管和管道用无缝钢管。 主要生产钢管牌号: 10、20、15CrMo、1Cr2Mo、1Cr5Mo等 石油套管材质:K55、J55、N801、N80Q、L80、P110 石油化工换热器用无缝钢管09CrMoAl、08Cr2A1Mo、07CrCuA1MoTi 低温管道用无缝钢管09MnD、09MnNiD 化肥设备用无缝钢管:10、16Mn、1Cr5Mo、15CrMo 管线管L290NB无缝钢管、L320L、360L、390、L415
