

想要知道60*3.5精密光亮管产品如何?看视频就知道!看视频,选产品更明智!
以下是:60*3.5精密光亮管的图文介绍


在建筑给水管系中,由于镀锌钢管已经结束了百年辉煌的历史,各种新型塑料管及复合管得到迅速发展,但各种管材还不同程度地存在着一些不足,远不能完全适应供水管系的需要和对饮用水及有关水品质的要求。因此,有关专家预言:建筑给水管材终将恢复到金属管的时代。根据国外的应用经验,在金属管中认定薄壁精密管为综合性能管材之一。 据不完全统计,我国现有45号精密管生产企业约240多家,安徽铜陵精密钢管1机组约250多套,年产能力约450多万吨。从口径看,<φ76的,占35%,<φ159-650的,占25%。从品种看,一般用途管190万吨,占54%;石油管76万吨,占5.7%;液压支柱、精密管15万吨,占4.3%;不锈管、轴承管、汽车管共5万吨,占1.4%。精密管的原料是安徽铜陵精密管坯,精密管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200℃。燃料为氢气或乙炔。炉内温度控制是关键性的问题.精密管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,精密管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。安徽铜陵钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。 精密管分热轧和冷轧(拨)精密管两类。



安徽铜陵精密管是一种比较重要的钢管类型,在很多的情况下都是能够用到的,一般而言,精密管在建筑工程中要注意各种的施工,也要注意材料的选择,一般都是要用到,特别是在铁路建设,桥梁施工以及厂房和厂子建设中都是能够用到的。精密管依靠是传统工艺,依据的是耐力和压力,还有强大的抗腐蚀和抗酸碱的能力,这样的话安徽铜陵精密管在各种的环境条件下都是可以使用的。 精密管是一种通过冷拔或冷轧工艺生产的高精密度、高光亮度的安徽铜陵无缝钢管。其内外径尺寸可至0.2mm以内,在搞弯、抗扭强度相同时,重量较轻,所以广泛用于制造机械结构、液压设备、汽车零件, 钢筋套筒。 。也常用作生产各种常规、管、等。由于精密管比较专业,使用的性能也是比较优越的,现在的厂家制假和售假的也是比较多的,大家要通过厂家正规途径进行获得,不要从网上订购,不如说是了和了,要去厂家好好去看看货! 钢和低合金超度精密管等钢种。已脆化精密管的断口是沿晶断口或是沿晶和准解理混合断口。产生低温回火脆性的原因。



亚广金属有限公司是一家专注于 安徽铜陵精密钢管产品研究、开发、生产及销售的高科技技术型企业。公司依托雄厚的技术力量并与多家科研单位及高等院校建立了密切的合作关系,公司具备先进的生产工艺及严格的生产管理制度,研发和生产了各种 安徽铜陵精密钢管。


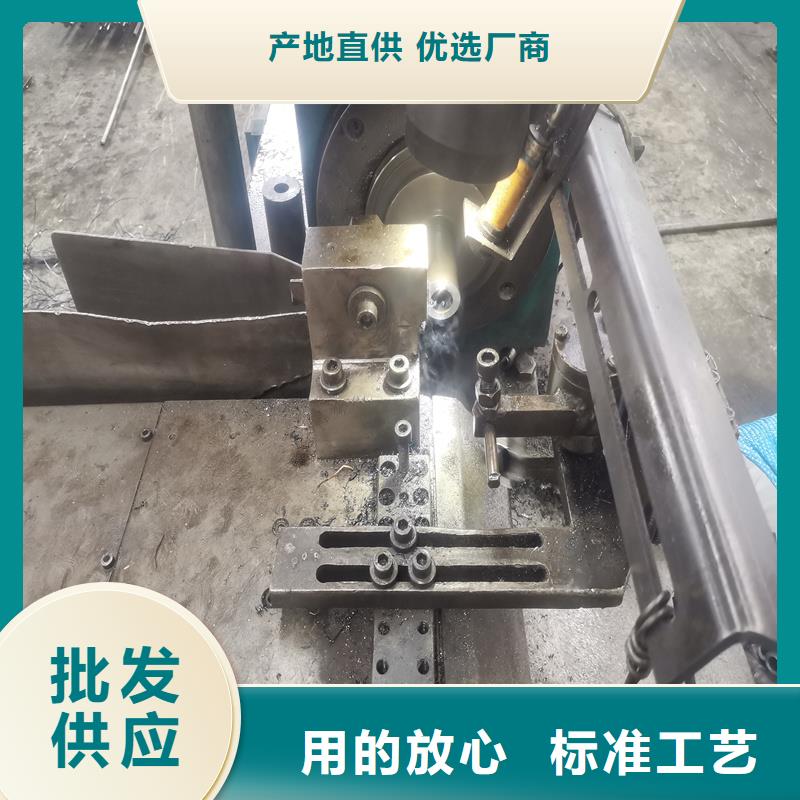
安徽铜陵无锡安徽铜陵精密钢管1的回火将已经淬火的无锡安徽铜陵精密钢管重新加热到一定温度,再用一定方法冷却称为回火。其目的是淬火产生的内应力,降低硬度和脆性,以取得预期的力学性能。回火分高温回火、中温回火和低温回火三类。回火多与淬火、正火配合使用。调质处理淬火后高温回火的热处理方法称为调质处理。 精密管在进行操作的时候是根据它的具体的应用而进行不断地去设计的,精密管而言 的好处就是能够根据自身的特征和常见的基本的性能进行不断地去安徽铜陵精密管的使用的特点的。精密管在进行操作的时候要用到打孔的,打孔的话就是在精密管的表面进行穿透,打一个个的小孔,这样的话对于精密管来说就可以使用它在管道和工程领域就能够派上用场了。 管打孔的一些方式和方法:划线比较准,将钢管固定在平台上,用拐尺在钢管两侧画钢管的中心高,既是孔的中心,打孔用钻床,电钻都行。钻时打上样冲眼。可以用化学腐蚀的方法,用强酸将需打孔处腐蚀穿;或用,原电池反应,用铁丝接上一块活泼金属如Zn,将铁丝与钢管需打孔处连起来,然后将钢管和Zn块同时放入电解质中;还可以用铝热反映(我觉得这方法比较好):利用铝与三氧化二铁(Fe2O3)反应时放出大量热可以使钢管打孔处融化。



安徽铜陵精密管近期技术进行改革,没有做什么宣传,不过正好我们的新技术也研究成功了。现在产品终于可以成功用于油气管道的运输了。大家都知道油气管道的要求非常的高,不仅需要密封性好,还要不会生锈,并且有利于液体的长距离运输。以前我们在前两个特点都能够满足,但是适于长途运输很难做到。所以经过近一年的研究,终于攻破了这项难题。 精密管(SSAW)是带钢卷管时其前进方向与成型管中心线有成型角(可调整),边成型边焊接,其焊缝成螺旋线,优点是同一规格的带钢可生产多种直径规格的钢管,原料适应范围较大,焊缝可避开主应力,受力情况较好,缺点是几何尺寸较差,焊缝长度相比直缝管长,易产生裂纹、气孔、夹渣、焊偏等焊接缺陷,焊接应力呈拉应力状态。 安徽铜陵精密管生产厂家国外将此工艺改进后将原料改为,使成型与焊接分开,经预焊和精悍,焊后冷扩径,则其焊接质量接近UOE管,目前国内尚无此种工艺,是我国厂改进的方向。“西气东输”所用仍然是按传统工艺生产,只是管端进行了扩径。美国、日本和德国总体上否定SSAW,认为主干线不宜使用SSAW;加拿大和意大利部分使用SSAW,少量使用SSAW,而且都制定了非常严格的补充条件,由于历史原因,国内主干线多数还是使用SSAW。

