



为了给您提供更的焊管焊接钢管注重细节产品信息,我们上传了的产品视频。看视频,选购不迷路。
以下是:焊管焊接钢管注重细节的图文介绍
亿铭泰 有限公司位于大邱庄。本公司主要经营各种 湖北武汉方矩管产品。公司的商品品种繁多、规格齐全、库存量大,送货能力强、辐射面广,业务队伍经验丰富,并配有简单的代客加工业务,本着诚信服务的原则可为客户在购买和选择材料时提供意见作参考。期待您的咨询!



,品牌退火钢管生产线公司已进行申报的流程更加靠得住,因为规定仿制必追究相关责任。退火钢管炉可手动控制,也可实现自动控制,控制系统比较合理、稳定、准确,号抗干扰能力很强。退火钢管热处理设备系统采用的是扩展模块,采集温度表现为闭环反馈号,经过相应的程序处理,管 炉内温控系统可对工件进行红外测温与数显、闭环温度控制、温度超限的报警。测温装置采用的是非接触式单色红外测温仪设备,配有温度显示与多种输出接口,供打印机或是记录仪器使用。这样在外控台面板上有温度的显示,同时具有精度高、可靠性能好、抗环境影响强等的特点。当测量温度超过设定值,具有声、光报警的附加功能。退火钢管 热处理炉采用主机控制的优点是用的高性能嵌入式一体化工控机集中实现控制,具体



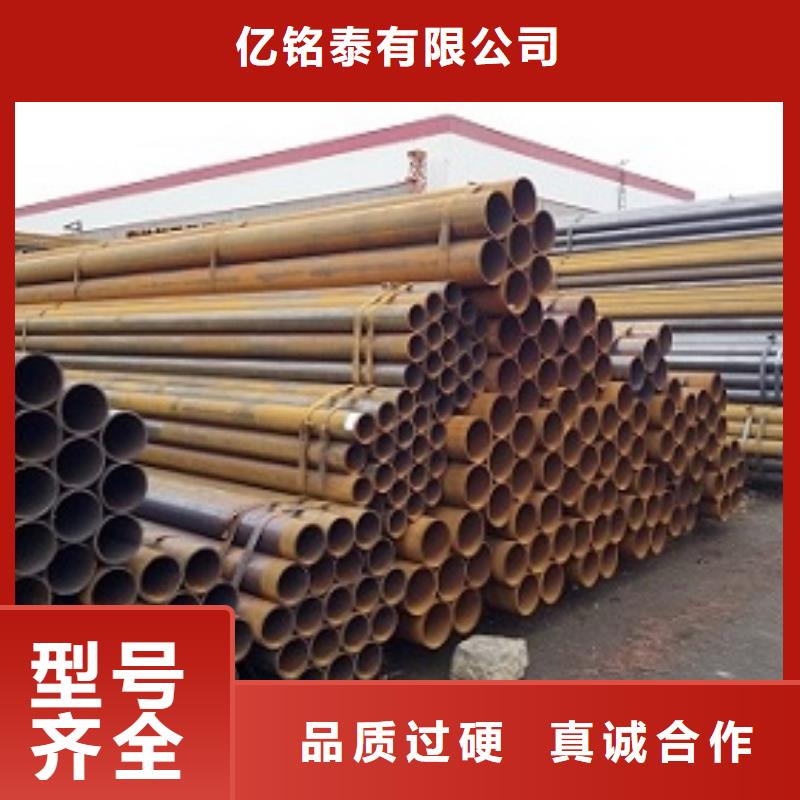
在轿车、载重汽车制造领域大量使用钢管,用于汽车的车桥、稳定杆、驱动轴、转向轴、气囊管组等部件的制作。过去汽车上使用的钢管主要以无缝钢管作为原材。
随着汽车轻量化设计以及高强冷轧带钢的开发成功和量产,以精密焊管代替无缝钢管制作汽车部件成为可能。与无缝钢管相比,采用冷轧高强带钢成形、焊制的精密焊管具有管壁薄、壁厚均匀、强度大、重量轻、易于异型化成形等优点 在轿车、载重汽车制造领域大量使用钢管,用于汽车的车桥、稳定杆、驱动轴、转向轴、气囊管组等部件的制作。过去汽车上使用的钢管主要以无缝钢管作为原材。
随着汽车轻量化设计以及高强冷轧带钢的开发成功和量产,以精密焊管代替无缝钢管制作汽车部件成为可能。与无缝钢管相比,采用冷轧高强带钢成形、焊制的精密焊管具有管壁薄、壁厚均匀、强度大、重量轻、易于异型化成形等优点。
随着汽车轻量化设计以及高强冷轧带钢的开发成功和量产,以精密焊管代替无缝钢管制作汽车部件成为可能。与无缝钢管相比,采用冷轧高强带钢成形、焊制的精密焊管具有管壁薄、壁厚均匀、强度大、重量轻、易于异型化成形等优点 在轿车、载重汽车制造领域大量使用钢管,用于汽车的车桥、稳定杆、驱动轴、转向轴、气囊管组等部件的制作。过去汽车上使用的钢管主要以无缝钢管作为原材。
随着汽车轻量化设计以及高强冷轧带钢的开发成功和量产,以精密焊管代替无缝钢管制作汽车部件成为可能。与无缝钢管相比,采用冷轧高强带钢成形、焊制的精密焊管具有管壁薄、壁厚均匀、强度大、重量轻、易于异型化成形等优点。


大口径直缝焊管主要生产流程说明:
1.板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首先进行全板超声波检验;
2.铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状;
3.预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率;
4.成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成"J"形,再将钢板的另一半同样弯曲,压成"C"形, 形成开口的"O"形
5.预焊:使成型后的直缝焊钢管合缝并采用气体保护焊(MAG)进行连续焊接;
6.内焊:采用纵列多丝埋弧焊(多可为四丝)在直缝钢管内侧进行焊接;
7.外焊:采用纵列多丝埋弧焊在直缝埋弧焊钢管外侧进行焊接;
1.板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首先进行全板超声波检验;
2.铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状;
3.预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率;
4.成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成"J"形,再将钢板的另一半同样弯曲,压成"C"形, 形成开口的"O"形
5.预焊:使成型后的直缝焊钢管合缝并采用气体保护焊(MAG)进行连续焊接;
6.内焊:采用纵列多丝埋弧焊(多可为四丝)在直缝钢管内侧进行焊接;
7.外焊:采用纵列多丝埋弧焊在直缝埋弧焊钢管外侧进行焊接;


