


联系我们

当前位置:
沧州 钢兴钢管
有限公司 >厦门本地今日News
直缝管-无缝钢管实力派厂家
更新时间:2024-12-21 03:44:34 浏览次数:5 公司名称:沧州 钢兴钢管 有限公司
以下是:直缝管-无缝钢管实力派厂家的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 沧州 |
| 类型 | 无缝钢管 |
| 品牌 | 钢兴 |
以下是:直缝管-无缝钢管实力派厂家的图文视频


直缝管-无缝钢管实力派厂家,钢兴钢管
有限公司为您提供直缝管-无缝钢管实力派厂家,联系人:刘学成,电话:0317-3061555、13722727880,QQ:133919903,请联系钢兴钢管
有限公司,发货地:沧州风化店乡后枣园工业区发货到福建省 厦门市 思明区、海沧区、湖里区、集美区、同安区、翔安区。 福建省,厦门市 2022年,厦门市地区生产总值(GDP)7802.66亿元,同比增长4.4%。三次产业结构为0.4:41.4:58.2。
以下是直缝管-无缝钢管实力派厂家的现场实拍视频,让您更好地了解产品的优点和特点不容错过。
以下是:直缝管-无缝钢管实力派厂家的图文介绍

我司是一家面向全国客户销售批发: 福建厦门45#大小口径厚薄壁、 福建厦门45#大小口径厚薄壁, 福建厦门45#大小口径厚薄壁等系列产品。
我们的宗旨是:提供优质铸造产品,让客户满意、放心!
我们的理念是:诚信、专业、务实、共赢。


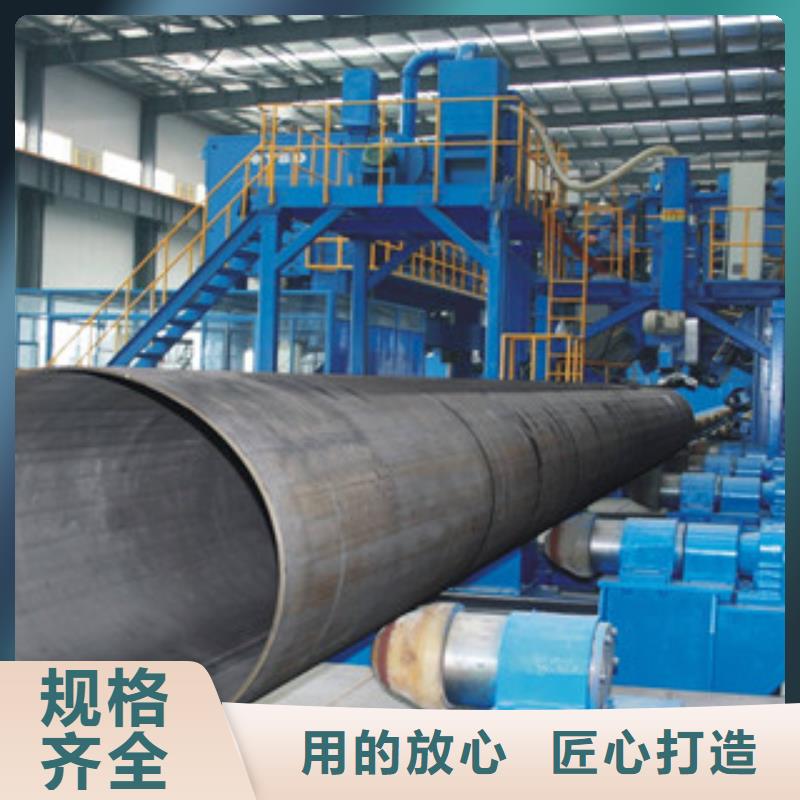
大直缝焊管机组的生产原料主要是中厚板轧机生产的宽钢板(除小于600mm的钢管可用热连轧机生产的钢板外),要求供应优质钢板。油气输送管线用钢管在强度、韧性、焊接性能、耐H2S腐蚀等方面需要有较高的性能,一般采用低碳合金控轧钢板因此,要求中厚板厂具有先进的冶炼设备(尤其是精炼设备)和具有完善控轧性能的宽板轧机,生产出X60~X75或更高钢级的热轧宽钢板,供给大直缝焊管机组作原料,这样才能生产出符台API标准的管线钢管,满足管道工业建设和发展的需要。
CFE(排辊成型)工艺排辊成型有全排辊成型和半排辊成型之分。所谓半排辊成型就是只将一般辊式成型机中传动辊机架(即平辊机架)之间的空转辊用成排小辊代替以改善成型条件。小辊可以调整位置,适用一定范围的钢管尺寸,不必更换。而全排辊成型则是除了留下一一般辊式机中 架传动辊机架外,其他机架全部代以小排辊、小辊,特别是外面的小辊,可适用于所有的钢管,不必更换,所以这种方法对提高生产率有利。



埋弧直缝焊接钢管的自动超声探伤工艺流程及程控方案?
LSAW直缝焊接钢管自动超声检测工艺流程的主要程序包括:系统启动、焊管上料、焊管传送、焊管转动、焊管夹紧定位、焊缝探伤、喷标、焊管夹具松开、焊管分选、焊管出料等内容。具体过程如下:系统启动:按下启动按钮后。探伤系统电源通;若电源电压检测正常,则开始进行焊管上料:若电压检测不正常,报警器发出报警号并断掉电源。焊管定位:压力传感器检测到焊管经上料系统到达传送轨道后。开始送进焊管;焊管触碰到管前端行程开关后,钢管送进停止;钢管转动,使焊缝处于12钟点位置;然后焊管夹具夹紧钢管,若压力传感器在规定时间内检测到夹紧力达到预定值。则进行下一工序;若在规定时间内夹紧力不能达标。则夹持检测报警系统启动,开始发出报警号。这时应按下急停按钮,检查焊管夹持机构。焊缝探伤:当焊管夹紧检测正常后.耦合剂开始喷出,超声检测探头下压与焊管管体接触,焊管工进并开始探伤;若焊缝有缺陷存在,则焊管停止工进,探头抬起,喷标识;之后探头再次下压,钢管工进、探伤,直到焊管末端与管末端行程开关触碰后停止工进,耦合剂停止喷洒,探头抬起并复位。之后焊管快进,到达焊管分选机构。焊管分选:焊管停止快进,焊管夹具松开;光电传感器检测焊管是否有缺陷标识。若有缺陷标识号输入,则将焊管向前传送至伤管出口;若无缺陷标识号输入,则钢管直接出料至合格焊管出口。至此,一个流程结束,开始下一个循环。
LSAW直缝焊接钢管自动超声检测工艺流程的主要程序包括:系统启动、焊管上料、焊管传送、焊管转动、焊管夹紧定位、焊缝探伤、喷标、焊管夹具松开、焊管分选、焊管出料等内容。具体过程如下:系统启动:按下启动按钮后。探伤系统电源通;若电源电压检测正常,则开始进行焊管上料:若电压检测不正常,报警器发出报警号并断掉电源。焊管定位:压力传感器检测到焊管经上料系统到达传送轨道后。开始送进焊管;焊管触碰到管前端行程开关后,钢管送进停止;钢管转动,使焊缝处于12钟点位置;然后焊管夹具夹紧钢管,若压力传感器在规定时间内检测到夹紧力达到预定值。则进行下一工序;若在规定时间内夹紧力不能达标。则夹持检测报警系统启动,开始发出报警号。这时应按下急停按钮,检查焊管夹持机构。焊缝探伤:当焊管夹紧检测正常后.耦合剂开始喷出,超声检测探头下压与焊管管体接触,焊管工进并开始探伤;若焊缝有缺陷存在,则焊管停止工进,探头抬起,喷标识;之后探头再次下压,钢管工进、探伤,直到焊管末端与管末端行程开关触碰后停止工进,耦合剂停止喷洒,探头抬起并复位。之后焊管快进,到达焊管分选机构。焊管分选:焊管停止快进,焊管夹具松开;光电传感器检测焊管是否有缺陷标识。若有缺陷标识号输入,则将焊管向前传送至伤管出口;若无缺陷标识号输入,则钢管直接出料至合格焊管出口。至此,一个流程结束,开始下一个循环。


直逢焊钢管与螺旋焊钢管有什么不同?
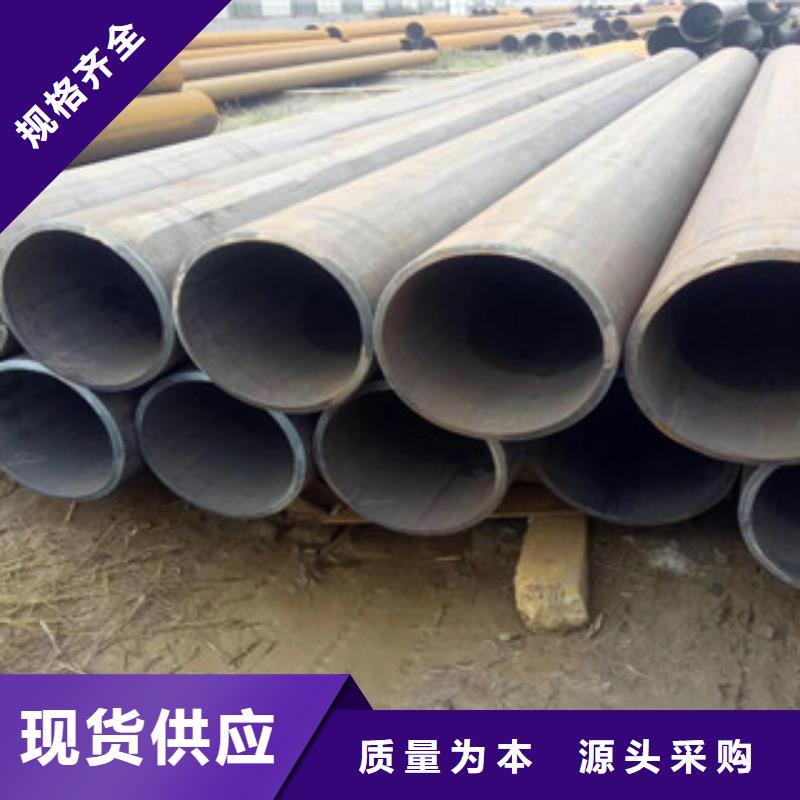
螺旋焊接钢管螺旋焊接钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管。按焊接方法不同
可分为电弧焊管、高频或低频电阻焊管、气焊管、炉焊管、邦迪管等。按焊缝形状可分为直缝焊管和螺旋焊管。电焊钢管用于石油钻采和机械 制造业等。炉焊管可用作水煤气管等,大口径直缝焊管用于高压油气输送等;螺旋焊管用于油气输送、管桩、桥墩等。焊接钢管比无缝钢管成本低、生产效率高。
直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。
螺旋焊接钢管螺旋焊接钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管。按焊接方法不同
可分为电弧焊管、高频或低频电阻焊管、气焊管、炉焊管、邦迪管等。按焊缝形状可分为直缝焊管和螺旋焊管。电焊钢管用于石油钻采和机械 制造业等。炉焊管可用作水煤气管等,大口径直缝焊管用于高压油气输送等;螺旋焊管用于油气输送、管桩、桥墩等。焊接钢管比无缝钢管成本低、生产效率高。
直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。

在福建省厦门市采购直缝管-无缝钢管实力派厂家请认准钢兴钢管
有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:刘学成-13722727880,QQ:133919903,地址:风化店乡后枣园工业区)。