


想要更直观地了解K7球墨铸铁管/DN600球墨管产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
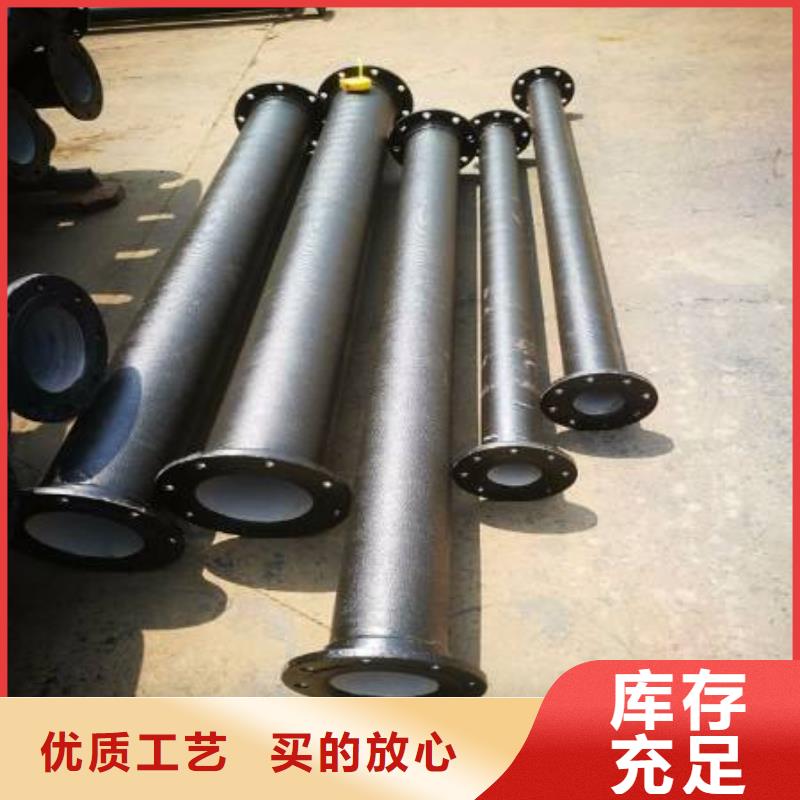
以下是:K7球墨铸铁管/DN600球墨管的图文介绍
飞翔铸业有限公司已有多年的生产历史,实力雄厚,自建厂至今一直把信誉、质量放在首位。本公司主要产品有【福建厦门排水球墨铸铁管】。在当前日益激烈的市场竞争中,我厂更将一如既往地追求产品的精益求精,不断加深企业科学管理的力度,提高产品的科技含量 ,不断完善热情的售后服务,期待您的光临惠顾 ,欢迎各界新老客户前来参观、考察、洽谈贸易,愿与您在成功的道路上携手合作,共创辉煌。
。


铸态下的球墨铸铁型材基体组织一般为铁素体与珠光体,采用热处理方法来改变球墨铸铁基体组织,可有效地提高力学性能。常用的热处理方法如下:[退火]:球墨铸铁的退火分为去应力退火、低温退火和高温退火。去应力退火工艺与灰铸铁相同。低温退火和高温退火的目的是使组织中的渗碳体分解,获得铁素体球墨铸铁,提高塑性与韧性,改善切削加工性能。[正火]:球墨铸铁正火的目的是增加基体中珠光体的数量,或获得全部珠光体的基体,起细化晶粒,提高铸件的强度和耐磨性能的作用。正火分为低温正火和高温正火。[调质处理]:将铸件加热到860~920℃,保温2~4小时后油中淬火,然后在550~600℃回火2~4小时,得到回火索氏体加球状石墨的组织,具有良好的综合力学性能,用于受力复杂和综合力学性能要求高的重要铸件,如曲轴与连杆等。[等温淬火]:将球墨铸铁棒、件加热到850~900℃,保温后迅速放入250~350℃的盐浴中等温60~90分钟,然后出炉空冷,获得下贝氏体基体加球状石墨的组织,使综合力学性能良好,用于形状复杂,热处理易变形开裂,要求强度高、塑性和韧性好、截面尺寸不大的零件。



球墨铸铁型材正是因为所包含的独特成分以及特点,使得球墨铸铁型材具有组织均匀致密,耐压气密性好;减磨性能强,表面质量光洁,尺寸精度高,加工余量小,硬度分布均匀,抗拉伸强度高,无缩松,气孔,夹渣,砂眼等缺陷,机械性能优越等一系列优势,其中比较突出的就是它的高强度和高韧性相结合以及优良的抗疲劳性。普通球墨铸铁棒可以生产很多好的产品,今天小编就给大家介绍一些:如柴油机和汽油机的曲轴、凸轮轴、部分磨床、铣床、车床的主轴、球磨机齿轴、小型水轮机主轴、连接轴、连杆、齿轮、离合器片、液压缸体等零部件,以上只是球墨铸铁棒可以加工的一些代表,其实他还是可以加工很多物件的。


对影响铸态铁素体球墨铸铁型材质量的因素,分析了QT450-10球墨铸铁棒铁素体球墨铸铁件铸态率低的原因,通过调整化学成分、改进二次孕育、降低铁液w(S)量、适当降低球化剂w(Mg)量、延长铸件冷却时间、控制薄壁件的过冷倾向及加强过程控制等方面对工艺进行改进,结果显示:铸态率提高到98%以上,铸态球墨铸铁抗拉强度可达到460~480 MPa,超过了退火件的抗拉强度(410~430 MPa),提高了铸件力学性能.铸态率的提高,不仅降低了生产成本,还缩短了生产周期,减轻了工作量,提高了生产效率.



HT200灰口铸铁棒加工的排气阀壳气密性能突出!1)进气阀壳、排气阀壳的材质为HT200灰口铸铁棒.其化学成分为(%):3.1~3.5C、1.8~2.1Si、0.7~0.9Mn、P<0.15、S≤0.12,余量为Fe,铸件中心安放内冷铁棒,以细化组织, 增大致密度,铸件在机加工时沿冷铁的轴线钻~15mm 通孔,然后两头密封试水压;2)浇注温度控制在1370~1390℃; 3)在两个油砂芯和铸件中心上方再开设三个~12mm出气孔,加强排气。本发明的有益效果是:本发明的铸造工艺方法简单,了气孔和缩松,进气阀壳和排气阀壳经水压试验全部合格,废品率大大下降。球墨铸铁型材选福建厦门飞翔铸业材料有限公司。
