


蒸汽保温钢管源头厂家产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:蒸汽保温钢管源头厂家的图文介绍
这是 陕西西安加强级防腐钢管的详细页面,生产企业:友骏管道有限公司,10年行业经验,致力于为客户提供优质的产品,具体可以参看本文中的图片,参数,视频信息,如对购买 陕西西安加强级防腐钢管有任何疑问,请随时致电页面上的联系方式,我们将为您提供优质的的服务。


陕西西安聚氨酯保温钢管在中、小口径的热输原油或供暖管道上,为了减少管道向土壤散热,在管道外部加上保温复合层。常用的保温材料是硬质聚氨脂泡沫塑料,适用温度为-185~120℃。这种材料质地松软,为提高其强度,在隔热层外面加敷一层高密度聚乙烯层,形成复合材料结构,以防止地下水渗入保温层内。利用高压成套聚氨酯发泡设备对钢管外表面进行抛丸除锈处理和外护管内表面电晕处理工艺,提高保温管的粘接性能。保温层材料为密度60kg/m3至80kg/m3的硬质聚氨酯泡沫,充分添满钢管与套管之间的间隙,并具有一定的粘接强度,使钢管、外套管及保温层三者之间形成一个牢固的整体。聚氨酯泡沫具有良好的机械性能和绝热性能,通常情况下可耐温120℃,通过改性或与其它隔热材料组合可耐温180℃。



聚氨酯预制保温钢管由两部分组成。组分A为多元醇,组分B为异氰酸酯。陕西西安保温钢管在施工过程中,这两种成分以雾的形式混合并在喷洒机中喷洒。它在一分钟内发泡并凝固。这种材料是近年来引进的,用于建筑保温和防水。经过二、三年的使用,它具有许多优点,应用范围广泛。1、保温性能好。导热系数0约025,优于聚苯板。是目前较好的建筑保温材料。2、防水性能好。泡沫孔封闭,密封率达95%。雨水不会从孔隙中渗出。3、由于现场喷涂,整体防水层形成无接缝,不如任何聚合物卷材,减少了维护工作量。4、粘接性能好。它能与木材、金属、砖、玻璃等材料非常牢固地粘合,不怕大风。5、适用于新屋顶或旧屋顶的维修,尤其适用于旧屋顶的维修。原防水层、保温层无需拆除。喷涂前只需表面的灰烬和沙粒。6、施工简单快捷。每天可喷洒200多平方米,有利于进度。7、结尾结构简单。喷涂发泡聚氨酯端盖,无需特殊处理,大大简化。如果使用卷材,女儿墙处应留有凹槽,末端应在凹槽内;如果不能预留坡口,应使用扁铁封头并涂抹嵌缝膏。8、良好的经济效益。如果保温层和防水层分开,成本高,工期长,泡沫聚氨酯可以一次成活。9、耐老化性能好。根据国外使用项目的总结和研究试验,其抗老化寿命可长达30年。



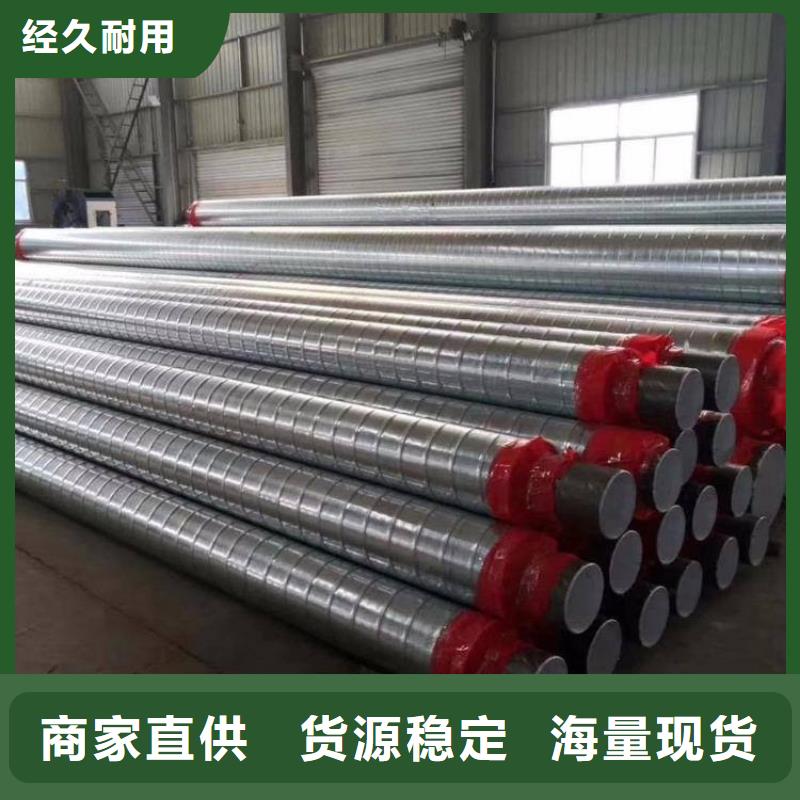
陕西西安钢套钢复合保温钢管是地下直埋管道中的一种,采用没有混凝土结构的情况下也可以进行地下直埋的方式,即工作钢管的热膨胀在外管内进行,从而降低了材料成本,缩短了施工日期,并保障了供热管道的性,可以在不同温度环境下更的广泛应用,尤其适用于高温蒸汽管道项目。使用温度可达150℃-450℃。管道端口一般选用聚乙烯薄膜或三层PE冷缠带密封,防止安装前或施工中进入潮气或水。保温材料多层错缝包扎,有效减少了热损失,同时在外套表面采取控制措施,防止冷桥的产生,从而使外套防腐层的温度控制得到了保证。用保温材料包扎多层铝箔反射层,有效减少了热损失,使蒸汽管道更加经济合理。疏水系统采用全封闭的形式,布置灵活,结构合理,可靠。钢套管上的排潮管既能及时排出潮湿气体,又可作为日常运行的报警信号管。陕西西安保温钢管管道的热补偿采用优质波纹管补偿器,并将其装设在套管内,做成直埋形式,无须设置观察井,施工操作方便、工期短。适用于输送2.5MPa、350摄氏度以下的蒸汽或其它介质,该产品用钢管做外防护层,具有强度高,不易损坏,施工检修简便,使用寿命长的优点。



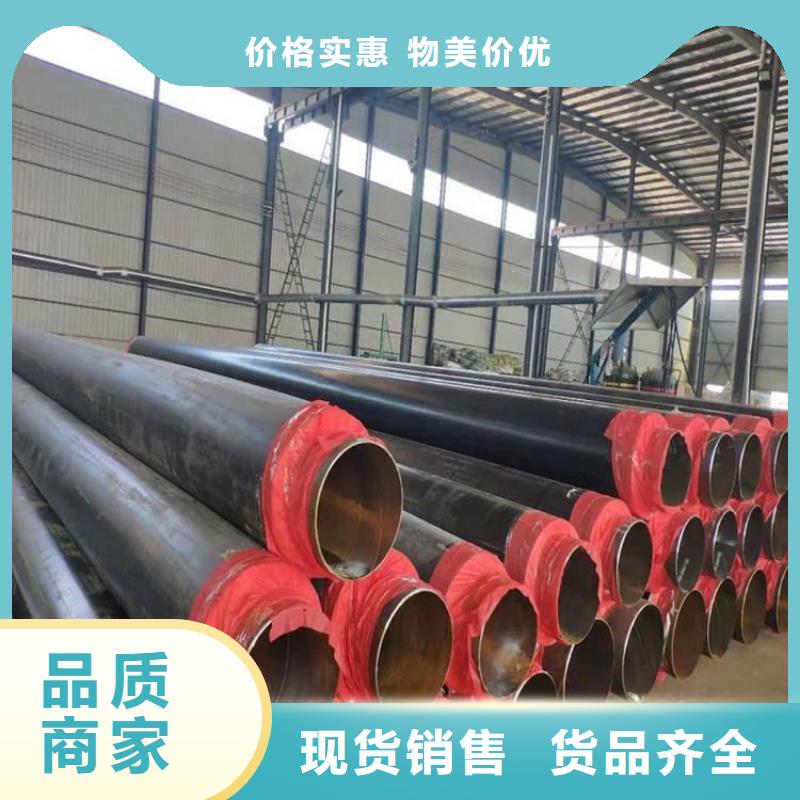
聚氨酯保温钢管,全称:高密度聚乙烯外护管聚氨酯泡沫塑料预制直埋保温管,由输送介质的工作钢管,聚氨酯硬质泡沫塑料保温层和高密度聚乙烯外护管紧密结合而成。
工作钢管层根据设计和客户的要求一般选用无缝管(GB8163至87)螺旋焊管(GB9711至88;SY/T5038至92)和直缝焊管(GB3092至93)。钢管表面经过抛丸除锈工艺处理后,钢管除锈等级可达GB8923-1988标准中的Sa2级,表面粗糙度可达GB6060.5至88标准中R=12.5微米
第二层:聚氨酯保温层用高压发泡机在钢管于外护层之间形成的空腔中一次性注入硬质聚氨酯泡沫塑料原液而成。即俗称的“管中管发泡工艺”。其作用一是防水,二是保温,三是支撑热网自重。当输送介质温度为:-50℃-150℃时,选用硬质聚脲酸酯泡沫塑料做保温层。
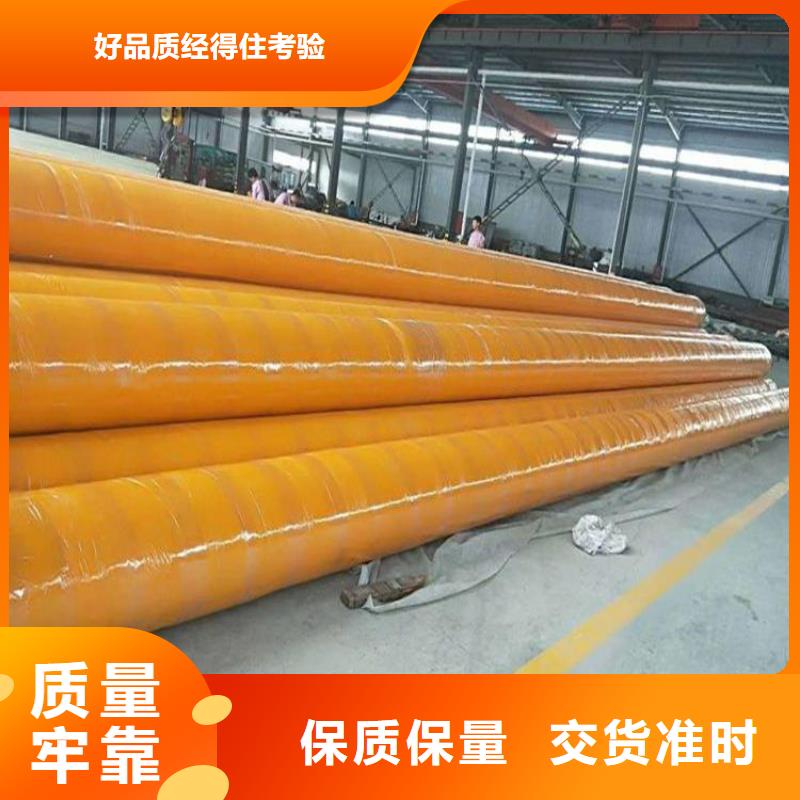
第三层:高密度聚乙烯保护层预制成一定壁厚的黑色(黄色)塑料管材,其作用一是保护聚氨酯保温层免遭机械硬物破坏,二是防腐防水。
保温钢管先生产出高密度聚乙烯外护管,然后在聚乙烯外护管与钢管之间的空隙再浇注聚氨酯硬质泡沫塑料保温层的制作工艺就是我们常说的"两步法"。
保温钢管制作流程:钢管除锈--聚氨酯发泡--成形--成品检测--入库
1、除锈
2、穿管及支架捆扎:
A.按芯管和保温层选定的高密度聚乙烯外护管→。
B.除锈处理后的钢管→分段捆扎支架(1.5米/段)→将捆扎好支架芯管穿入高密度聚乙烯外护管内,直至芯管两端裸露部分均为150mm-250mm。
C.将符合芯管直径和保温层厚度的卡头(法兰或外卡)封堵在管道两端并将其锁紧。
注:支架的结构、高度、材质、捆扎方式、抗压强度应根据芯管直径和设计要求选取。
3、聚氨酯浇注发泡:
调整发泡机的混合比为1:1.05→测定设备流量→设定浇注时间(投料量/流量)。在穿管完毕管道两端封堵后的HDPE外护管中间正上位置开浇注孔→将发泡机混合头的浇注嘴插入浇注孔→浇注→料空塞封堵浇注孔→熟化→拆卸卡头→检验→修正投料量→成品。