



我们精心制作的310S不锈钢管-只做精品产品视频已经准备就绪,探寻310S不锈钢管-只做精品产品背后的故事,视频带你走进精彩世界!
以下是:310S不锈钢管-只做精品的图文介绍
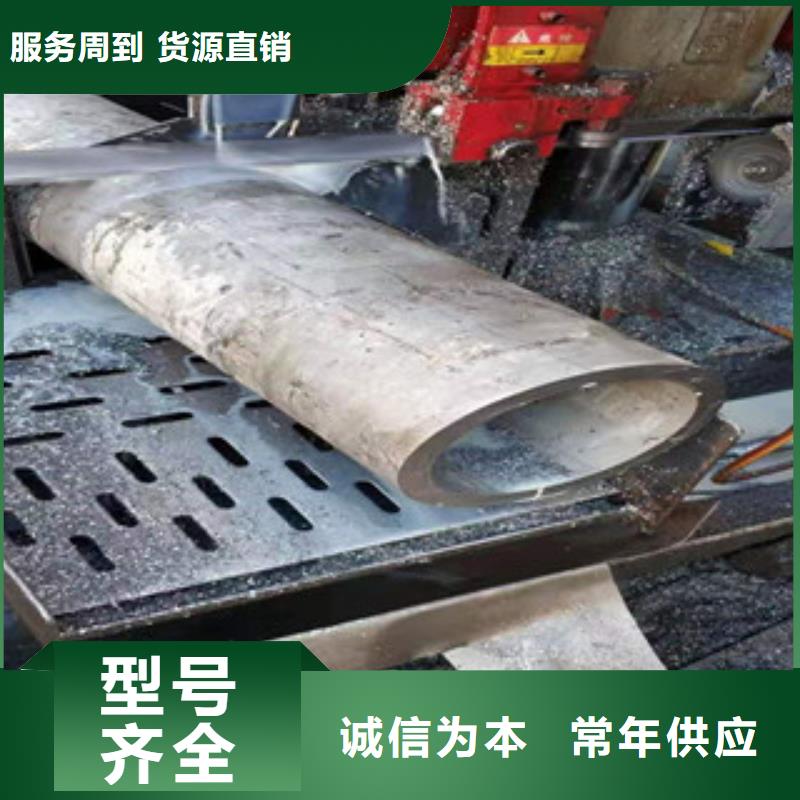
产品优势图


随着我国工业化程度日益进步,以及石油化工、自然气、医药器材、仪器仪表、航空、航天等行业项目的蓬勃开展,对不锈钢管工艺请求也越来越高。如管道内清洁度,就有用户请求内部不能有游离铁锈、大颗粒灰尘、焊渣、油脂等等杂质。运用氧气管线煤化工产业其中氧气管线的清洁度请求就相当苛刻。氧气管道大局部是保送纯度大于99.99%的氧气,其压力高,流速快,如不能保证管道内部清洁,管线内微量的油污、金属离子就可能与高压纯氧氧化、撞击,产生电火花而发作不堪想象的严重结果,以至酿成沉重的事故。所以新建立备管线依据工艺请求在安装开车前需用化学清洗的办法除掉其内部管壁上的油污及其它杂质。同时也会请求供给商对管道停脂外理。不锈钢氧气管道脱脂清洗步骤水冲洗不锈钢氧气管道脱脂清洗步骤:水冲洗→人工擦拭脱脂→水冲洗→紧缩空气(或氮气)吹扫。水冲洗冲洗时运用小型高压水清洗设备冲洗,压力控制在0.6Mpa左右,保证管道内部的杂质冲洗洁净。目的是除去管道中的积灰、泥沙、脱离的金属氧化物及其他疏松污垢。人工擦拭脱脂将清洗脱脂混合剂注入清洗盆内,按比例添加,混合平均后运用,重复擦拭。在清洗过程中要监测脱脂清洗液的干净度,假如脱脂清洗液的颜色变为纯净时需将现有的脱脂液排尽,重新配置脱脂清洗液。目的是去除管道中各类机油、石墨、防锈油等有机物,以保证管道在装置时内部的清洁洁净,到达设备运转的请求。水冲洗管道脱脂完毕后,用大量水停止冲洗,当管道内流出的冲洗水干净时,即可完毕水冲洗。脱脂后的水冲洗目的是冲洗掉管道内的脱脂残液。紧缩空气(或氮气)吹扫运用无油污紧缩空气(或氮气)吹扫,并将管道内部吹干后采用洁净的塑料布对管道或零部件停止包扎封存,从而保证管道内部的清洁,防止二次污染。不锈钢管脱脂验收办法管道脱脂处置应用设计规则的脱脂溶剂及请求脱脂。如设计未规则,可用四氯化碳脱脂,检验脱脂能否合格。



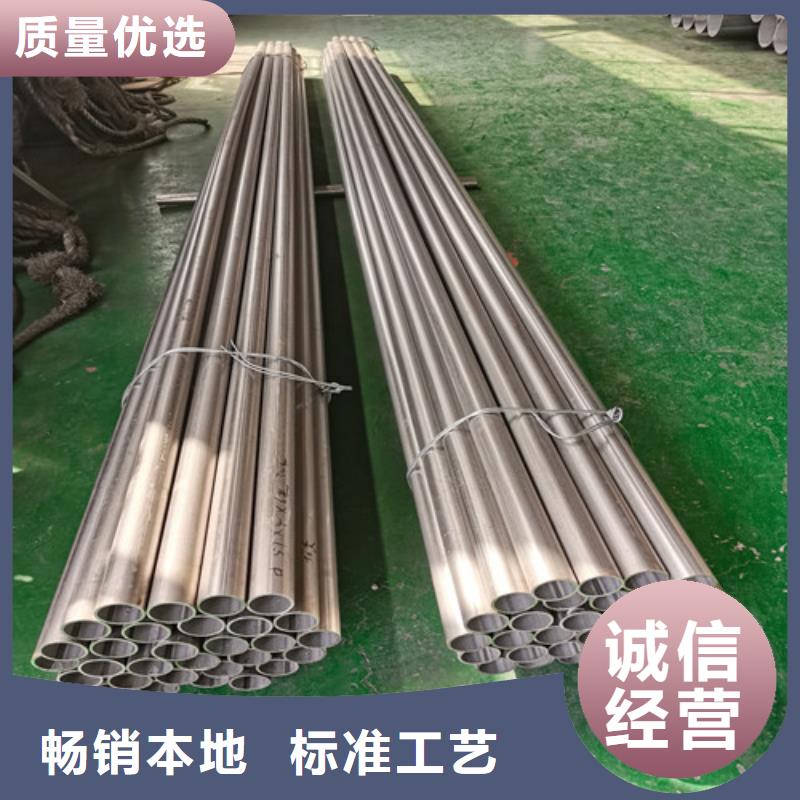
不锈钢管是一种重要工业产品,其生产大多遵循多品种、小批量、面向订单的生产方式。无缝钢管产品通常按照外径、壁厚、钢种、交货状态等参数分为不同的规格,各种规格有不同的生产工艺和加工路线,各项参数既有严格的标准进行控制,又受轧制模型和机器设备的工艺限制。同时无缝钢管生产过程复杂,一套完整的生产要经过管坯连铸、加热、穿孔、连轧、张减定径、排锯、矫直、探伤以及热处理等十余道工序,横跨多个作业区。其中由加热、穿孔、连轧、张减定径组成的热轧工艺是整个无缝钢管生产中关键的工艺,热轧钢管的订单排程主要是针对此进行的。订单排程不仅对热轧作业区具有生产指示和控制生产节奏的作用,还决定了钢管厂对炼钢厂钢坯的订单需求和后续精整、热处理作业区的生产计划,控制着整个上下游供应链。因此热轧钢管的订单排程对钢厂资源的有效利用、生产资料和设备准备以及订单的准时交付起到举足轻重的作用。对于钢铁生产计划与订单排程问题,至德钢业考虑了面向多种生产工艺的炼钢、连铸和热轧三阶段一体化批量计划优化问题和编制策略,并在此基础上建立了问题的约束满足模型,并提出了将约束传播技术嵌入到聚类分析中的求解算法;根据热轧生产工艺将热轧生产批量计划归结为不确定车辆数的车辆路径问题,在不确定轧制作业计划数的情况下,将组批和排序有机地结合起来,使用遗传算法和禁忌搜索算法相结合的混合算法进行求解;至德钢业通过对不锈钢无缝管调度的现场经验和一些模糊经验进行总结,形成7条关于钢管组批和排序的规则,并在此基础上提出一种启发式算法解决问题。至德钢业总结的7条规则对后人研究热轧不锈钢无缝管计划与调度具有重要借鉴意义;建立了不确定轧制计划数的轧制计划VRP模型,同时考虑了轧制规程的约束以及不同型材在轧制计划中的合理安排,并构造了一种基于单亲遗传算子的免疫算法用于模型的求解;以宝钢实际生产为背景,介绍了使用遗传算法求解基于多旅行商模型编制的热轧计划;研究了一种计划数不确定的热轧批量计划问题,将其归结为奖金收集车辆路径问题,并使用模拟退火算法和蚁群算法的混合算法求解;针对圆钢的热轧批量调度问题,考虑实际生产中的机器检修计划对批量连续性加工的影响,以 化产能利用率、小化机器调整时间和订单提前拖期为优化目标,建立了多目标的整数规划模型。

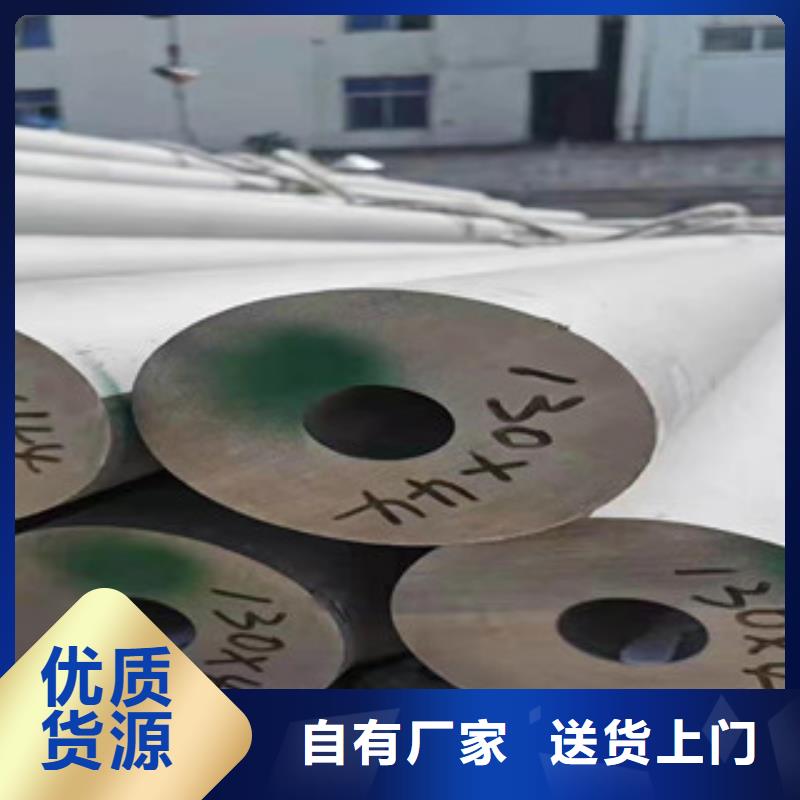
产品案例

公司实力

生产不锈钢管所用的原材料主要是连铸圆管坯、轧(锻)制圆钢,确保钢坯质量是把好钢管质量的 道关,主要包括炼钢水平、浇注和冷却工艺,以及成形质量。首先是提高炼钢水平,需降低有害元素和气体(氮氢氧),提高成分的均匀性和纯净度,减少非金属夹杂物,同时改变其分布形态都是关键。钢坯的成分不均匀且产生严重偏析时,会使轧制后的钢管呈现严重的带状组织,从而降低钢管力学性能和腐蚀性能,甚至不合格。非金属夹杂物(如硫化物和氧化物、硅酸盐)被压成薄片,不仅会影响钢管的性能,而且可能会使钢管在生产过程中产生裂纹。其次,完善浇注和冷却工艺,减少皮下气泡、皮下裂纹、疏松和缩孔也不能忽视,因为这些缺陷无论是哪一种,在穿孔和轧管过程中都有可能造成缺陷,有的缺陷在使用后放大,缩短了产品使用寿命;严重时在中间品就直接报废,如内折。此外,钢坯的外形偏差,如直线度、直径和椭圆度,这都将直接影响到穿孔质量,造成荒管质量缺陷。因此,认可时不仅需要关注炼钢设备及工艺,更要进行延伸至无缝钢管的试验,通过这样的认可过程来确定钢坯出厂检验的检验项目、取样数量和验收标准,特别是规范和指南中没有明确但又需要重点关注的质量项目,如低倍和微观组织的检测。2、确保热炉温控准确性和均匀性无缝钢管制造中用到的热炉有钢坯加热炉和钢管热处理炉。温控准确性和均匀性是评判加热设备好坏的两个重要指标,是加热工艺的重要保证,因此制造厂应严格履行热电偶使用期限和校准周期规定,以及炉膛温度均匀性检测。加热工艺的制定应综合考虑热炉设备、管坯或钢管种类、数量等固有属性,严格控制加热速度、保温时间和冷却速度,避免产生裂纹、过热或过烧。以穿孔阶段管坯加热为例,考虑不锈钢常温下导热系数小(即传热慢),而膨胀系数大,所以应当在炉内应有较长的预热时间,加热初期的升温速度宜慢,以防产生热裂纹;当坯温超过一定温度(一般850℃左右)后,不锈钢的导热性和塑性迅速增加,同时不锈钢在高温段停留的时间太长会产生α相,即生成铁素体,α相超过一定比例后,金属热塑性急剧下降,严重时,将导致穿孔无法进行,而且高温及长时保温还会使内部晶粒粗大,因此在均热阶段则应当快速加热,短时间完成均热。

福伟达管业有限公司生产的 湖南湘西304L不锈钢管,质优价廉,品质值得信赖!更新 湖南湘西304L不锈钢管介绍向下拉!

