


一分钟的时间,对于了解我们的双城酸洗磷化无缝钢管碳钢管件除锈喷漆防腐现货直供产品来说足够了。从产品的外观到内在,从功能到性能,视频将为您展现产品的每一个细节和特性。
以下是:双城酸洗磷化无缝钢管碳钢管件除锈喷漆防腐现货直供的图文介绍

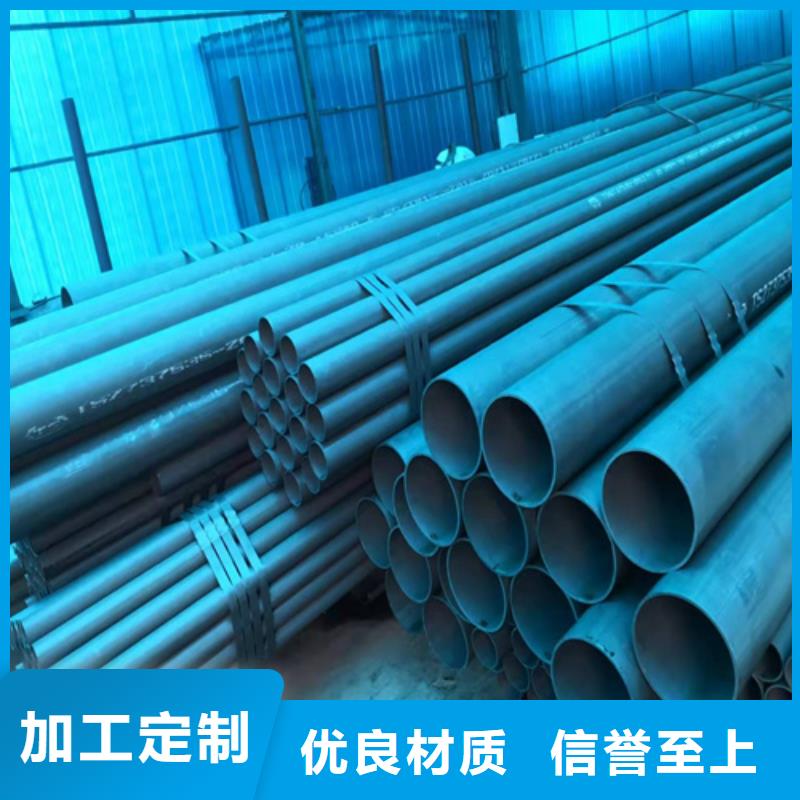
格瑞管业有限公司自主研发的 山西忻州酸洗钝化无缝钢管产品拥有多项项专利,产品质量稳定、配套材料齐全,已在多个领域广泛应用,在市场上享有较高的美誉度。


酸洗钝化无缝钢管后如何处理酸水?酸洗钝化钢管后的废水处理工艺具体有中和法,硫酸铁法,有机溶液萃取法,透析法,离子交换法等。在蒸汽喷射真空结晶方法中,废酸溶液通过具备着高雾化动力等级的喷嘴喷射到燃烧火焰上,磷化无缝钢管使得水蒸发,酸洗钝化无缝管效果的质量检验方法除此另外一般可以获得大约35%的硫酸和部分一水硫酸亚铁。其工作规则采取的主要措施以下:(1)酸洗池内外及地面均采用聚丙烯板内衬,接缝严密,杜越废水漏入地下水体。(2)在酸洗池旁设置废水收集沟,收集运行中产生了的废水和电镀溶液,滴加和泄漏,酸洗钝化钢管-酸洗磷化无缝管-酸洗钝化无缝钢管-酸洗钝化无缝钢管



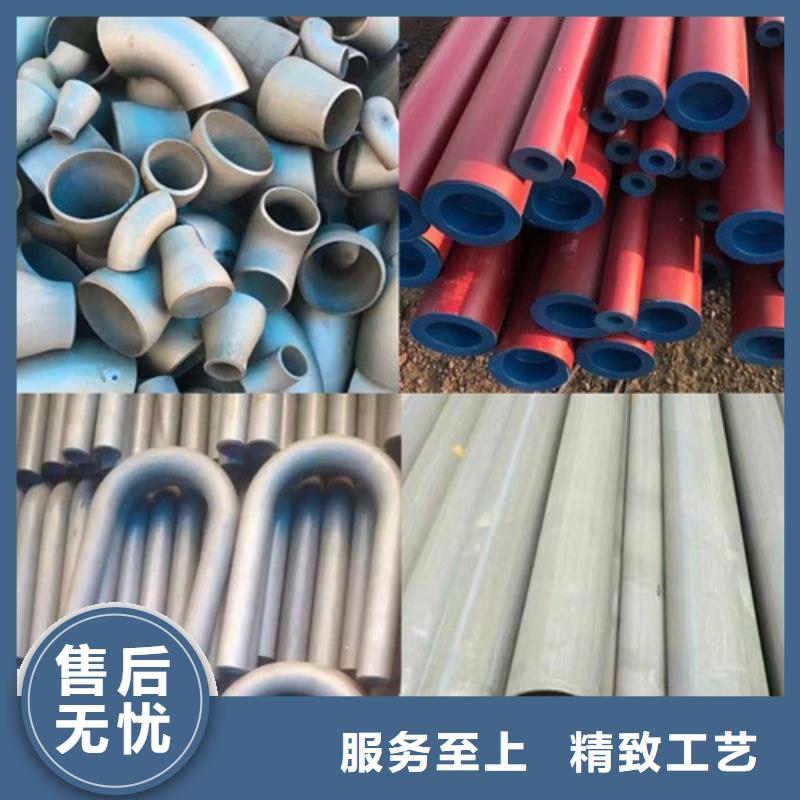
酸洗钝化磷化无缝管 槽式酸洗工艺流程及配方脱脂。脱脂液配方为:(NaOH)=9%~10%;(Na3PO4)=3%;(NaHCO3)=1.3%;(Na2SO3 )=2%;其余为水。操作工艺要求为:液体温度70~80℃,浸泡4h。水冲。压力为0.8MPa的洁净水冲干净。酸洗。酸洗液配方为:HCl为13%~14%;缓蚀剂为1%;其余为水。操作工艺要求为:常温浸泡1.5~2h。水冲。用压力为0.8MPa的洁净水冲干净。酸洗钝化无缝钢管二次酸洗。酸洗液配方同上。操作工艺要求为:常温浸泡5min。中和。中和液配方为:NH4OH稀释至pH值为10~11的溶液。操作工艺要求为:常温浸泡2min。钝化。钝化液配方为:钝化剂为8%~10%;NH4OH为2%;其余为水。操作工艺要求为:常温浸泡5min。水冲。用压力为0.8MPa的净化水冲净为止。酸洗钝化无缝钢管快速干燥。用蒸汽、过热蒸汽或热风吹干封管口。用塑料管堵或多层塑料布捆扎牢固。如按以上方法处理的管子,管内清洁、管壁光亮,可保持2个月左右不锈蚀;若保存好,还可以延长时间


酸洗钝化无缝管效果的质量检验方法洗钝化质量检验不锈钢酸洗钝化效果的质量检验可参照船标《不锈钢酸洗钝化膏》CB/T3595—94,国际标准《不锈钢电解抛光及打磨抛光酸洗钝化所形成的表面钝化膜检验》ISO15730等进行,一般可分为:外观检验,大口径酸洗钝化钢管化学试验,化学试验又主要有人造海水挂片腐蚀试验,酸洗钝化钢管-酸洗磷化无缝管-酸洗钝化无缝钢管-酸洗钝化无缝钢管厂。



