





产品视频展示,助您洞悉无缝钢管定制产品的每一处细节。让购买决策变得轻松简单,为您带来更好的购物体验。
以下是:无缝钢管定制的图文介绍

鹏鑫钢铁有限公司拥有成熟可靠的技术,依托雄厚的技术力量和先进的加工设备,公司已在 安徽宣城无缝钢管等领域建立起优势。公司明确以省内为基础、逐步向安徽宣城周边地区辐射,实现 安徽宣城无缝钢管销往全国市场的发展战略。


改善无缝钢管壁厚精度的措施 无缝钢管壁厚的控制是无缝钢管生产的一个难点,生产中改善壁厚精度的措施主要包含以下几个方面: 1、管坯加热 加热要均匀,禁止急速升降温度。每次升降温要保持平稳缓慢,*大升降温度不超过30℃。 2、定心辊 确定定心辊安装是否到位,调整相关抱芯辊的中心、打开角度及各动作的开口大小一致,抱芯辊中心要在轧制线上。 3、轧制中心线 确保穿孔机轧制中心线与穿孔小车中心线一致,避免“上轧制”或“下轧制”,使管坯在穿孔时保持受力均匀。 4、轧制工具 对于磨损的顶头、导板、轧辊等轧制工具要及时更换。 5、轧制工具安装 辊距、导距的中心必须在轧制线上。保证导距和辊距的中心线在穿孔轧制中心线上,即上下辊距相等,左右导距相等。 6、穿孔顶杆 穿孔顶杆一般选择外径为Φ108mm-Φ114mm,壁厚要求≥25mm且壁厚均匀的厚壁管。 7、轧机芯棒 芯棒要选用壁厚较厚的厚壁管加工,对于规格较小的芯棒,可采用实心坯料代替。壁厚均匀的厚壁管和实心坯料,可以使芯棒弯曲变形的概率大幅度降低,可以有效提高无缝钢管的壁厚精度。 8、芯棒的精度 芯棒的长细比较大,一般采用先车外径然后打破口焊接,或采用长料直接车削成型。芯棒的外加工精度控制在±0.1mm,芯棒的直度偏差不超过5mm。焊接时,两段芯棒之间插入一个精加工的销子进行定位,以防止焊接造成的总直度偏差过大。 9、完善工艺 完善工艺,防止中间拉薄和壁厚增哈欧超过控制范围的情况发生,提高壁厚精度。



外径小的无缝钢管,就可以称为安徽宣城小口径无缝钢管,小口径无缝钢管还可以分为:无缝小口径钢管和直缝(也可以称为焊接)小口径无缝钢管,一般在钢管的外径89mm以下的,4mm以上的;都可以统称为小口径无缝钢管。 安徽宣城小口径无缝钢管是一种具有中空截面、周边没有接缝的圆形,方形,矩形钢材。无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管具有中空截面,大量用作输送流体的管道,钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等。 按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等, 热轧无缝管一般在自动轧管机组上生产。 实心管坯经检查并表面缺陷截成所需长度, 在管坯穿孔端端面上定心 然后送往加热炉加热 在穿孔机上穿孔 在穿孔同时不断旋转和前进, 在轧辊和顶头的作用下, 管坯内部逐渐形成空腔称毛管, 再送至自动轧管机上继续轧制 经均整机均整壁厚, 经定径或减径机定径, 达到规格要求, 利用连续式轧管机组生产热轧无缝钢管是较先进的方法, 若欲获得尺寸更小和质量更好的无缝管, 必须采用冷轧 冷拔或者两者联合的方法冷轧通常在二辊式轧机上进行, 钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制, 冷拔通常在单链式或双链式冷拔机上进行 挤压法即将加热好的管坯放在密闭的挤压圆筒内穿孔棒与挤压杆一起运动, 使挤压件从较小的模孔中挤出, 此法可生产直径较小的钢管。



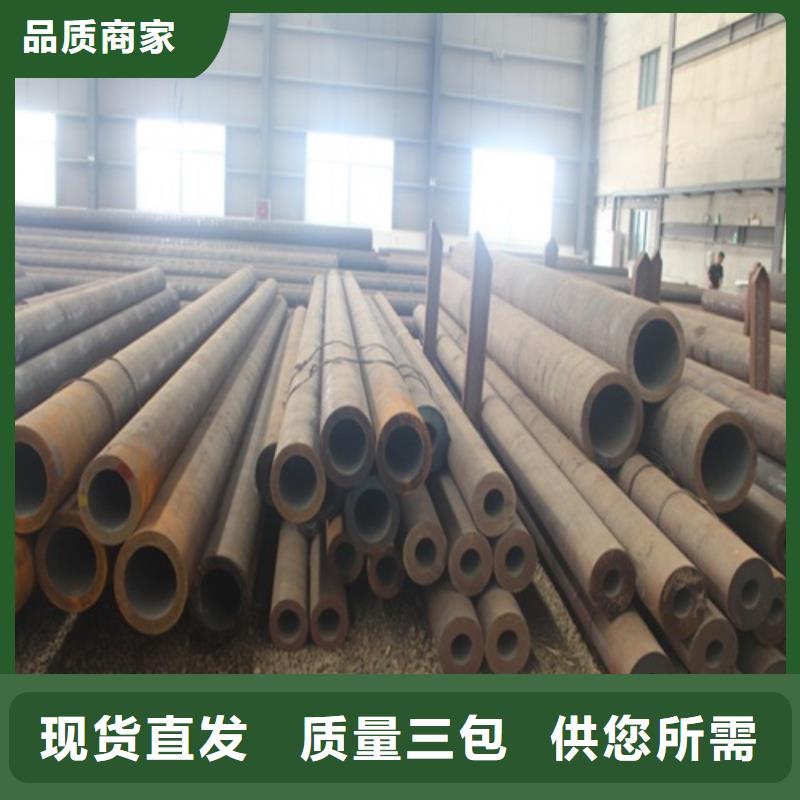
厚壁无缝钢管的防腐工作? 厚壁无缝钢管的一般应用必须做相应的防腐防锈处理工作,一般防腐工作分为三个过程,下面我为您详细说明: 1.管道防锈处理。 涂漆前,管道表面应油污.炉渣.锈迹.锌灰。产品质量标准为Sa2.5级。 2.管道表面防锈处理后,涂面漆,中间间隔时间不超过8小时。涂面漆时,基准表面应干燥易怒。面漆应均匀、圆润,无凝块和气泡。管道两侧不得在150~250mm范围内刷涂。 3.面漆干固后,涂上油漆并捆扎玻璃纤维布,面漆与油漆之间的间隔不超过24小时。 厚壁无缝钢管在整个应用过程中,表面有时会遇到横裂的情况,造成这种情况的原因有很多,下面我给大家做一个详细的分析。 如果厚壁无缝钢管在整个空拔过程中变形较小,内外表面会引起压力内拉的额外应力。此时,由于变形渗透性差,外表面扩张的发展趋势大于内层,因此外表面会引起额外的压力应力,内表面会引起额外的拉应力。如果内表面的额外拉应力影响很大,基本上拉应力和额外进行应力可以加在我们一起,会超过厚壁无缝钢管的抗压强度,导致内表面水平开裂。 在相应的结构力学标准下,减少厚壁无缝钢管生产加工过程中塑性变形的各种因素将提高内横裂的机会。因此,在生产厚壁无缝钢管时,淬火质量。去除碱性脆性非常重要。 在整个空拔过程中,除了额外的径向应力外,还有额外的径向应力。纵向裂纹是由空拔过程中引起的额外径向拉应力引起的。
