

产品视频展示,助您洞悉绗磨油缸管产品的每一处细节。让购买决策变得轻松简单,为您带来更好的购物体验。
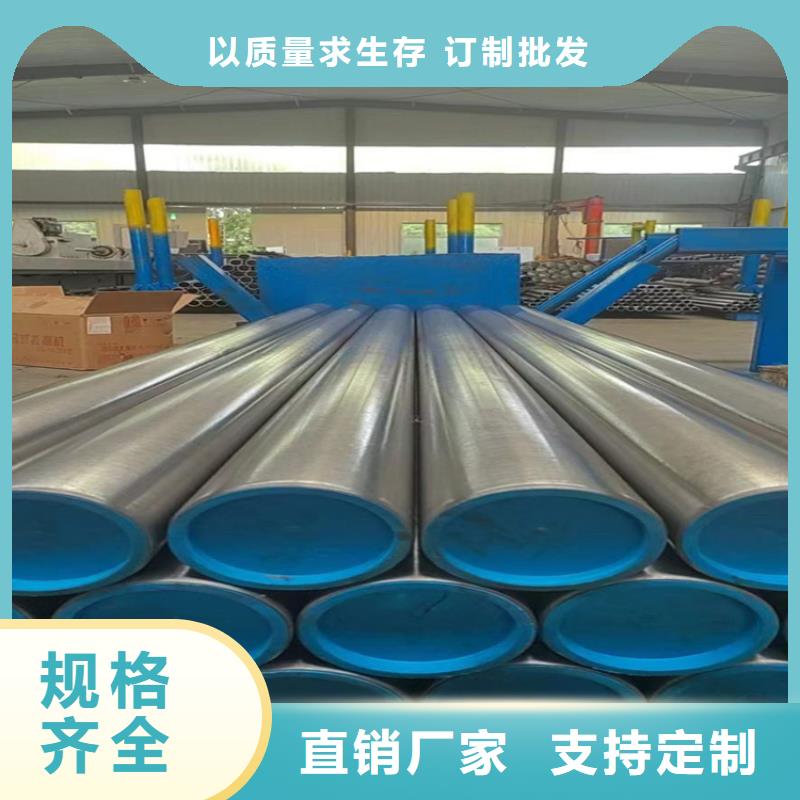
以下是:绗磨油缸管的图文介绍

安达液压机械有限公司坐落于辽河路燕山路交叉口南500米东首,地理位置较好,交通便捷,环境优美。公司致力于将自身打造成为一个能为客户和员工提供广阔发展空间的平台!本公司主营 四川雅安不锈钢油缸管。我们的宗旨;质量是企业的灵魂,信誉是发展的保证!为客户提供良好的服务;是我们一贯的做法,快捷的反应和专业水准的服务成为你事业成功的伙伴,欢迎来电垂询,想顾客之所想,急顾客之所急,是我们对客户诚信的保证,公司愿与您搭起一座友谊的桥梁,铸就美好的未来!


四川雅安珩磨管油缸管绗磨管绗磨管按照材质主要有45号、40Cr、42CrMo、27SiMn、304等。油缸管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了绗磨管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。滚压管加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。



四川雅安珩磨管油缸管绗磨管滚压管加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。热轧精密钢管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机 控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。



四川雅安珩磨管油缸管绗磨管在装配硬管的过程中,应按规定弯曲半径使管路弯曲,否则会使管路产生不同的弯曲内应力,在油压的作用下逐渐产生渗漏。硬管弯曲半径过小,就会导致管路外侧管壁变薄,内侧管壁存在,使管路在弯曲处存在很大的内应力,强度大大减弱,在强烈振动或高压冲击时,管路就易产生横向裂纹而漏油;如果硬管弯曲部位出现较大的椭圆度,当管内油压脉动时就易产生纵向裂纹而漏油。
软管安装时,若弯曲半径不符合要求或软管扭曲等,皆会引起软管破损而漏油。
1.2.2 管路安装固定不符合要求
常见的安装固定不当有:
(1)在安装油管时,不顾管路的长度、角度、螺纹是否合适强行进行装配,使管路变形,产生安装应力,同时很容易碰伤管路,导致其强度下降;
(2)安装油管时不注意固定,拧紧螺栓时管路随之一起转动,造成管路扭曲或与别的部件相碰而产生摩擦,缩短管路的使用寿命;
(3)管路卡子固定有时过松,使管路与卡子间产生的摩擦、振动加强;有时过紧,使管路表面(特别是铝管)夹伤变形;这些情况都会使管路破损而漏油;
(4)管路接头紧固力矩严重超过规定,使接头的喇叭口断裂,螺纹拉伤、脱扣,导致严重漏油的事故滚压管