

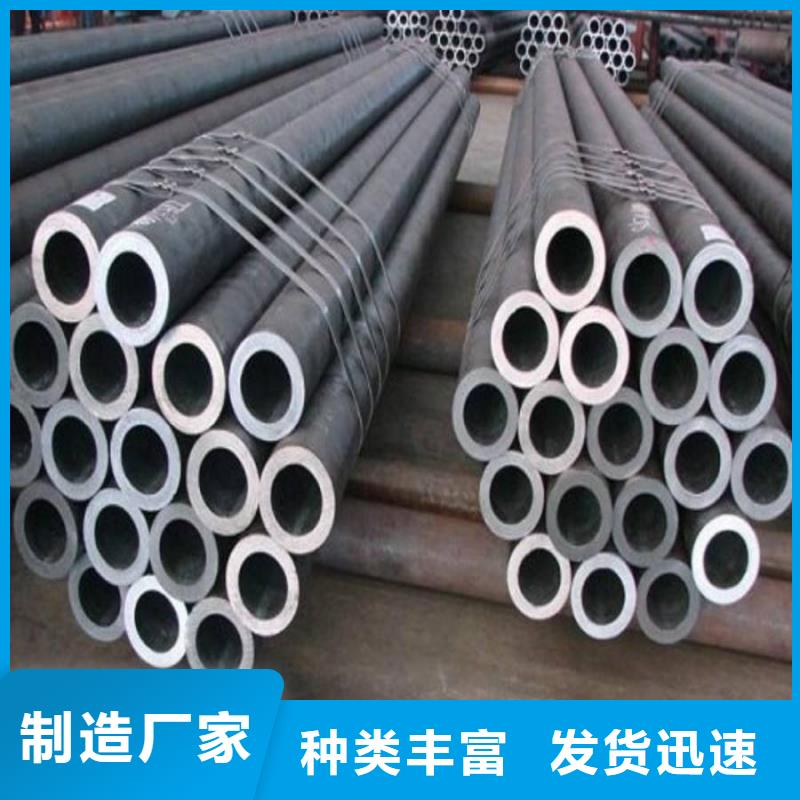

产品详细介绍


无缝钢管的焊接加工工艺:焊接前加温,焊后热处理、淬火
1、加热
无缝钢管电弧焊接前,关键对无缝钢管开展加温,操纵溫度三十分钟后逐渐焊接。
电弧焊接的加温和虚似束温淬火解决由控温解决的温控柜积极实际操作。选用远红外线追踪热处理设备板。智能型积极设定趋势图并纪录趋势图,传热系数测量温度。加温时传热系数测量点间距焊接边沿15mm-20毫米。
2、焊接方式
1.为了更好地避免 无缝钢管的焊接形变,每一个柱连接头由两人对称性焊接,焊接方位从正中间向两侧。焊接内对外开放(内对外开放时焊接贴近梁),操作过程从——层无缝钢管第三层无缝钢管道务必开展小规格型号,由于其电弧焊接严重危害焊接形变的关键缘故。电弧焊接一至三层后,应开展反刨。碳弧气刨运用后,必须对焊接工业设备开展打磨抛光,对焊接表层开展渗氮整理,表明金属光泽,避免 表层炭化造成裂痕。外孔焊接一次,其他内螺纹焊接一次。
2.电弧焊接=双层无缝钢管时,焊接方位应与层无缝钢管反过来,以此类推。各层对接焊缝间距15-20毫米。
3.应维持几台悍机的焊接电流量、焊接速率和重合叠加层数。
4.在电弧焊接中,务必从引弧板逐渐焊接,并在引弧板上完毕焊接。电弧焊接后断开、打磨抛光、清理。
3、经热处理后
焊接电弧焊接后,应在12小时内开展淬火解决。如不可以马上对无缝钢管开展热处理热处理解决,应征求隔热保温缓和冷的提议。当开展淬火解决时,应测量2个传热系数的溫度,并在焊接两边焊接传热系数。



金海金属材料有限公司秉承对 四川雅安异型钢管产品达到工艺品质的j i致追求,汲取 四川雅安异型钢管领域严谨的工艺标准及管理哲学,引进精尖设备,打造制造基础的硬实力;招募尖端人才,打造一支由管理人才、技术人才和营销人才为一起的高素质团队。本着“人才、技术、质量、服务”的先进管理理念,夯实企业基础。注重把好“五关”:研发新产品品质关、原材料进厂品质关、制造过程品质关、成品出厂品质关、售后服务品质关。


无缝钢管的特性也是算不锈钢钢管中非常好的一种,由于特性出色也是在日常生活中运用十分的普遍,许多的领域也是离不了它,我们在日常的日常生活也是很普遍的,下边大家就而言下无缝钢管的普遍优质特性是什么呢?
1.耐髙压、耐热
无缝钢管抗压强度高,是空调铜管的3倍,PPR管的8~10倍,可承担每秒钟30米的髙速流水冲击性。不锈钢板能够在-270℃-600℃的溫度下长期性工作,不论是高溫還是超低温,都不容易进行析出有害物,原材料特性非常平稳;不锈钢给水管抗压强度超过530N/mm,并且具备优良的可塑性和延展性。
2.耐蚀性
无缝钢管表层高密度的富铬空气氧化膜,促使不锈钢板具备出色的耐蚀性,现场浸蚀实验数据信息说明,无缝钢管的使用使用寿命达到100年。
3.卫生
不锈钢板是能够嵌入身体的身心原材料,无缝钢管道内腔不滋长病菌、不进行析出有害物,避免二次污染,是环境卫生的自来水管。
4.绿色环保
无缝钢管热传导系数低,隔热保温特性好,是镀锌管的4倍,空调铜管的25倍,在暖气管道里能合理减少能源耗损,不锈钢板材是能够再造的原材料,不容易给自然环境导致生态危机。
之上便是针对无缝钢管的常见优质特性剖析表明。



1949年建国初期,我国还不能生产无缝钢管。
当时只有上海,有一点钢管改制设备,但因缺乏热穿孔机械,不能用圆钢生产无缝钢管,又无法从国外进口毛管,只能采用进口或用过的旧无缝钢管改制为其它规格的无缝钢管。
(注:虽然在新中国成立前,日本侵略者曾在东北的鞍山于1935年建了一套生产直径为70-150mm的热轧无缝钢管机组,但是在1945年日本投降后,其设备全部都被苏联拆运到了原苏联现乌克兰的乌拉尔 钢管厂。所以在新中国成立时,我国是不能生产无缝钢管的)
