


钢板卷筒加工烟筒卷管厂家产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:钢板卷筒加工烟筒卷管厂家的图文介绍
山特金属制品有限公司位于经济开发区汇通国际金属物流园,交通j i为便利。公司主要生产: 广东阳江异形管等。公司可根据客户要求来图或来料加工产品,我们刻意于精益求精,互惠互利,共同发展的关系。公司遵循现代化管理理念,稳定的产品质量,优良的服务和以人为本,诚信为本、科技为魂、创新为源,力争双赢的经营理念,提供优良的产品和完善的服务,与客户朋友和各界同仁共同发展。


首先是将钢板卷管由上游辊道进入矫直机入口辊道。当卷管头部被入口辊道中间位置传感元件感应到时,辊道减速。 其次是当卷管头部被入口辊道末端位置传感元件感应到时,入口辊道段下落,入口快开缸闭合延时开始计时。管头进入入口矫直辊中间位置时,入口快开缸闭合,卷管被咬入,同时入口第二段辊道下落。 其次是通过快开缸延时的设定,管头进入中间辊和出口辊中间位置时,中间辊、出口辊快开缸相继闭合,卷管进入矫直过程。 其次是当管尾离开入口辊道中间位置传感元件时,入口辊道 段上升。当管尾离开入口辊道末端位置传感元件时,入口辊道第二段上升,同时通过快开缸延时的设定,管尾到达入口辊、中间辊和出口辊中间位置时,入口辊、中间辊、出口辊快开缸相继打开。



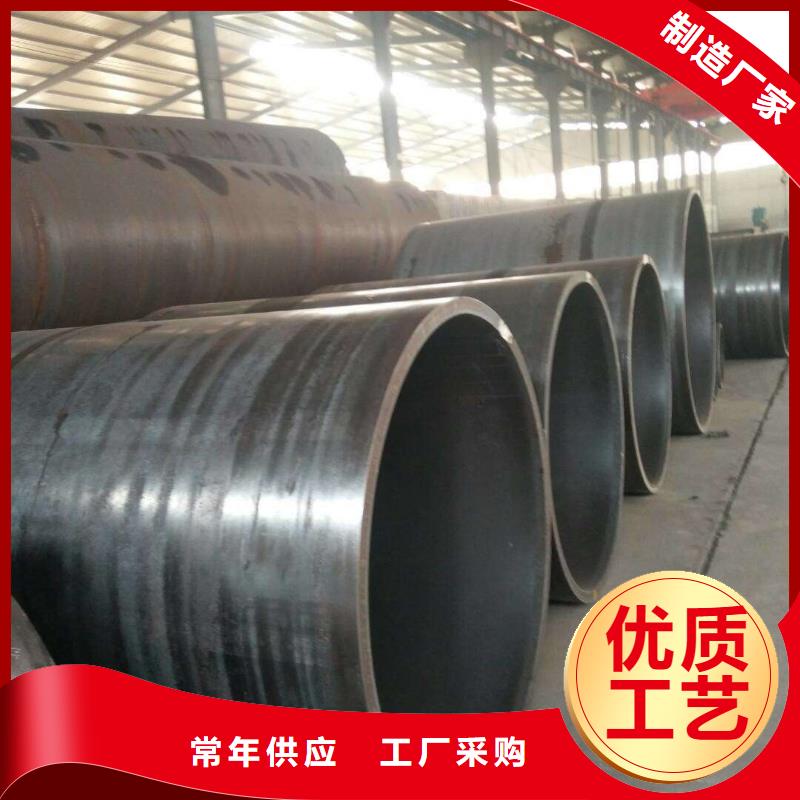
钢板卷管管节的卷制 在卷管加工过程中,应防止板材表面损伤。对有严重伤痕的部位必须进行修磨,使其圆滑过渡,且修磨处的壁厚不得小于设计壁厚。钢板卷管采用一次性成型工艺,卷制时,先将钢板两头压弯,直径应小于卷管直径。然后调整滚床压力,分二到三次卷制钢管。将卷好的管节点焊加固,御下滚床后运往焊接平台施焊。对焊接完的管节进行第二次滚圆,卷管的校圆样板的弧长应为管子周长的1/6~1/4;样板与管内壁的不贴合间隙应符合下列规定: 1对接纵缝不得大于壁厚的10%加2mm,且不得大于3mm。 2离管端200mm的对接纵缝处不得大于2mm。 3其他部位不得大于1mm。 4卷管端面与中心线的垂直偏差不得大于管子外径的1%,且不得大于3mm。平直度偏差不得大于1mm/m。 5焊缝不能双面成型的卷管,当公称直径大于或等于600mm时,宜在管内进行封底焊。



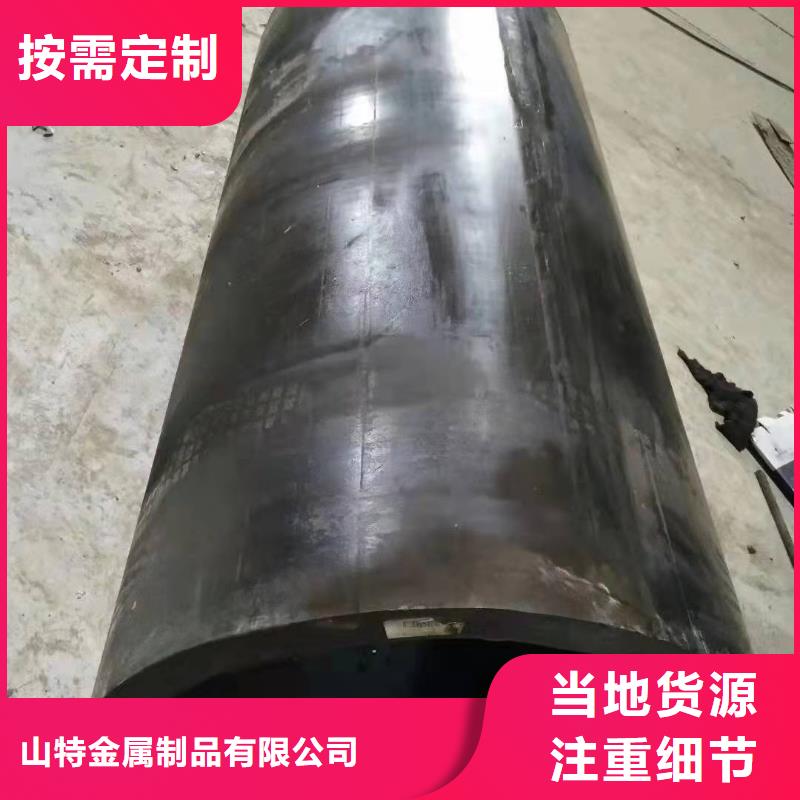
钢板卷管锥形卷管、异形卷管成型注意事项: ①把卷板机上面的管子一端抬高,把小锥面放在低端,卷制时不断移动大端,大端的进入速度要加快; ②在辊子的一段加一个旁轮卷锥装置; ③在卷板机的下辊两侧装两个锥筒,卷制的时候把小端靠在锥筒上,小端的板边就会倚着锥筒往里进. 单个气孔回波高度低,波形为单缝,较稳定。从各个方向探测,反射波大体相同,但稍一动探头就消失,密集气孔会出现一簇反射波,波高随气孔大小而不同,当探头作定点转动时,会出现此起彼落的现象。? ? 产生这类缺陷的原因主要是焊材未按规定温度烘干,焊条药皮变质脱落、焊芯锈蚀,焊丝清理不干净,手工焊时电流过大,电弧过长;埋弧焊时电压过高或网络电压波动太大;气体保护焊时保护气体纯度低等。如果焊缝中存在着气孔,既破坏了焊缝金属的致密性,又使得焊缝有效截面积减少,降低了机械性能,特别是存链状气孔时,对弯曲和冲击韧性会有比较明显降低



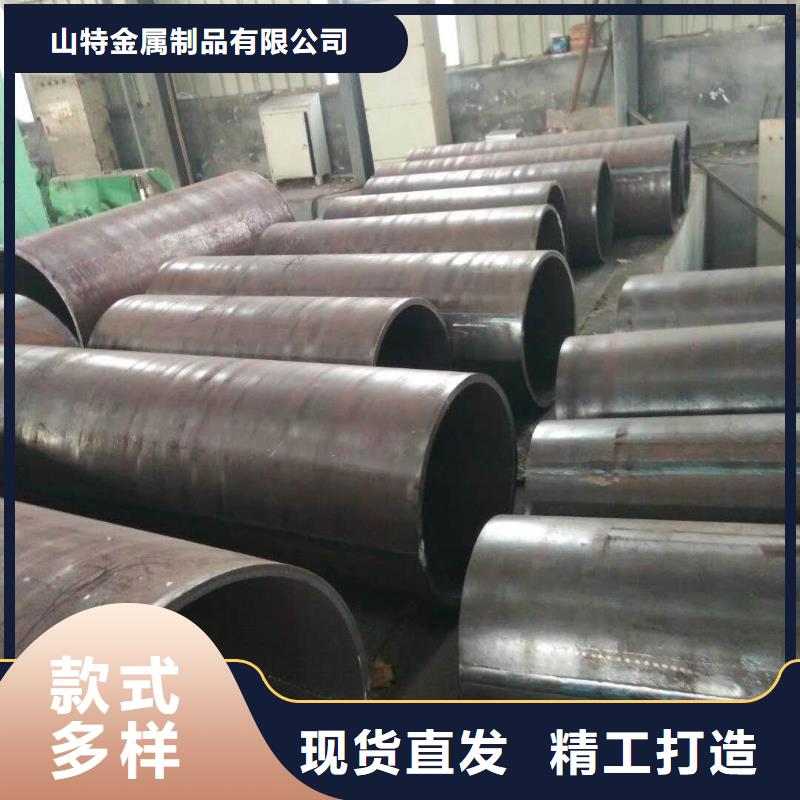
焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。 采用空气等离子切割机将卷管切成单根。 切成单根Q345B钢板卷管后,每批卷管头三根要进行严格的首检制度,检查焊缝的力学性能,钢板卷管厂,化学成份,溶合状况,Q345B卷管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。
