



我们的无缝钢管规格型号表重量按需定制零售视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
以下是:无缝钢管规格型号表重量按需定制零售的图文介绍


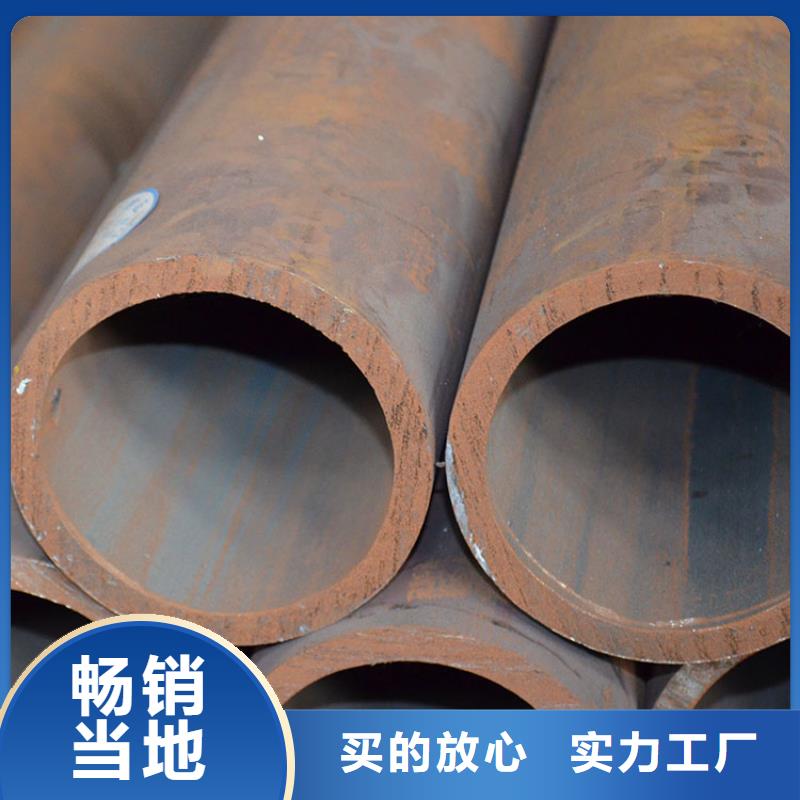
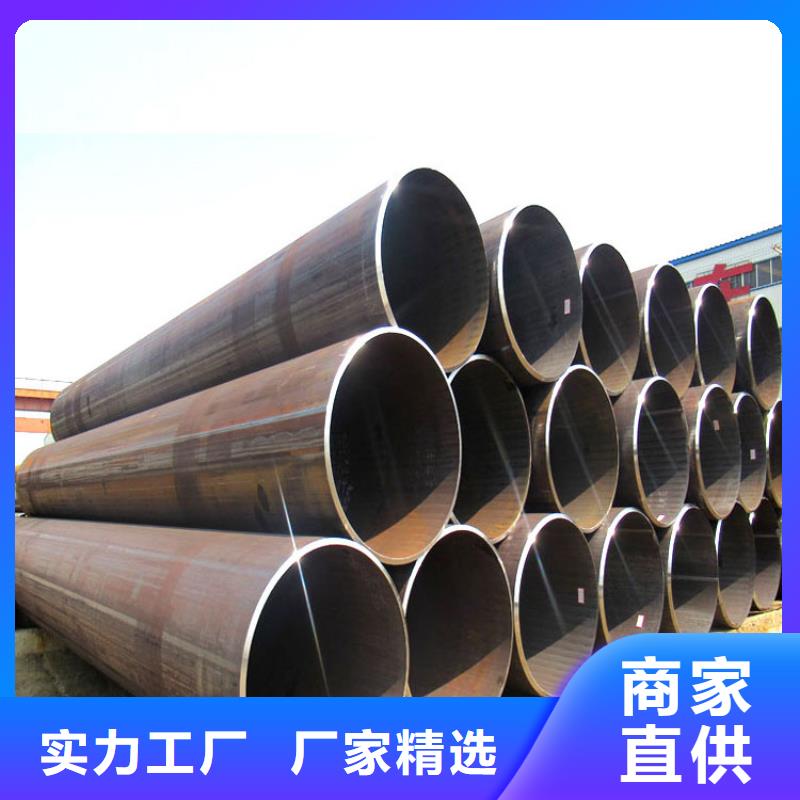
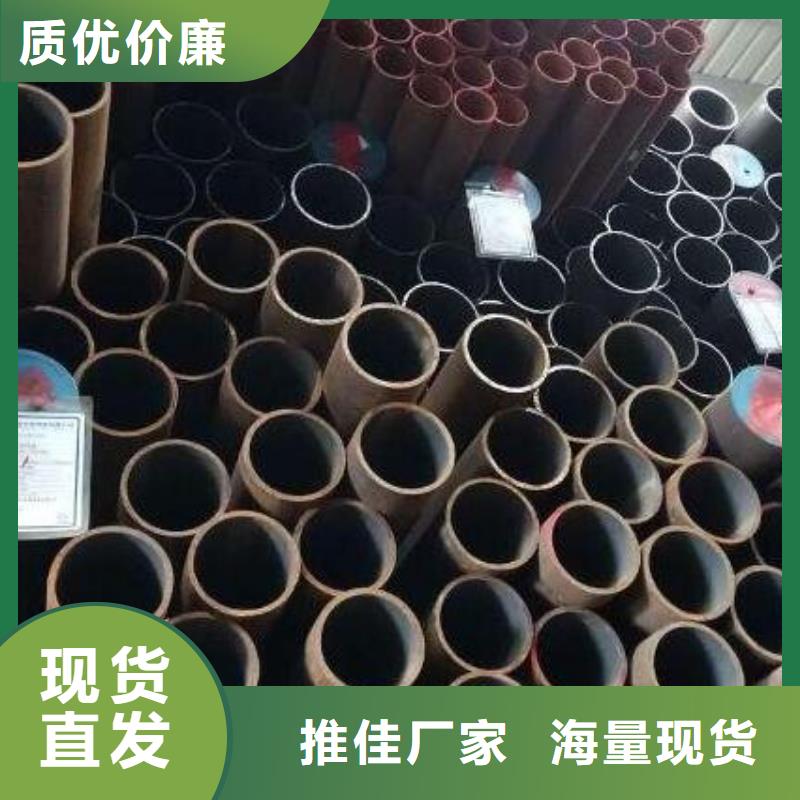
钢管按纵断面形状又分为:辽宁营口无缝钢管等断面钢管和变断面钢管。变断面(或变截面)钢管是指沿管长方向上的断面形状、内外直径及壁厚等发生周期性或非周期性变化的钢管。其主要有:外锥形管、内锥形管、外阶梯管、内阶梯管、周期断面管、波纹管、螺旋管、带散热片的钢管以及带复线的枪管等。(1)GB3087-2008《低中压锅炉用无缝钢管》规定。化学成分试验方法按GB222-84及GB223《钢铁及合金化学分析方法》中的有关部分。辽宁营口无缝钢管(2)GB/T5310-2008《高压锅炉用无缝钢管》规定。化学成分试验方法按GB222-84及《钢铁及合金化学分析方法》、GB223《钢铁及合金化学分析方法》中的有关部分。(3)进口锅炉钢管的化学成分检验按合同规定的有关标准进行。钢管分为 无缝钢管和焊接钢管。无缝钢管生 产过程是将实心管坯或钢锭穿成空 心的毛管,然后再将其轧制成所要 求尺寸的钢管。采用的穿孔和轧管 方法不同,就构成了生产无缝钢管 的不同方法。焊接钢管生产过程是 将管坯(钢板或带钢)弯曲成管状, 再把缝隙焊接起来成为钢管。因采 用的成型和焊接方法不同,就构成了生产焊接钢管的不同方法。无缝钢管主要用热轧法生产。 挤压法主要用于生产难穿孔的低塑 性高合金钢管或异型钢管和复合金 属管。冷轧和冷拔法可将热轧管继 续加工成小直径和薄壁的钢管。辽宁营口无缝钢管焊接钢管工艺过程简单、生产 效率高、成本低、产品品种日益扩 大。尺寸A、公称尺寸:是标准中规定的名义尺寸,是用户和生产企业希望得到的理想尺寸,也是合同中注明的订货尺寸。B、实际尺寸:是生产过程中所得到的实际尺寸,该尺寸往往大于或小于公称尺寸。这种大于或小于公称尺寸的现象称为偏差。C、米重:每米重量=0.02466*壁厚*(外径-壁厚)偏差和公差A、偏差:在生产过程中,由于实际尺寸难于达到公称尺寸要求,即往往大于或小于公称尺寸,所以标准中规定了实际尺寸与公称尺寸之间允许有一差值。差值为正值的叫正偏差,辽宁营口无缝钢管差值为负值的叫负偏差。B、公差:标准中规定的正、负偏差值 值之和叫做公差,亦叫"公差带"。偏差是有方向性的,即以"正"或"负"表示;公差是没有方向性的,因此,把偏差值称为"正公差"或"负公差"的叫法是错误的。交货长度交货长度又称用户要求长度或合同长度。标准中对交货长度有以下几种规定:A、通常长度(又称非定尺长度):辽宁营口无缝钢管凡长度在标准规定的长度范围内而且无固定长度要求的,均称为通常长度。例如结构管标准规定:热轧(挤压、扩)钢管3000mm~12000mm;冷拔(轧)钢管2000mm~10500mm。B、定尺长度:定尺长度应在通常长度范围内,是合同中要求的某一固定长度尺寸。但实际操作中都切出 定尺长度是不大可能的,因此标准中对定尺长度规定了允许的正偏差值。以结构管标准为:生产定尺长度管比通常长度管的成材率下降幅度较大,生产企业提出加价要求是合理的。加价幅度各企业不尽一致,一般为基价基础上加价10%左右。C、倍尺长度:倍尺长度应在通常长度范围内,合同中应注明单倍尺长度及构成总长度的倍数(例如3000mm×3,即3000mm的3倍数,总长为9000mm)。实际操作中,应在总长度的基础上加上允许正偏差20mm,再加上每个单倍尺长度应留切口余量。以结构管为例,规定留切口余量:外径≤159mm为5~10mm;外径>159mm为10~15mm。若标准中无倍尺长度偏差及切割余量规定时,应由供需双方协商并在合同中注明。倍尺长度同定尺长度一样,辽宁营口无缝钢管会给生产企业带来成材率大幅度降低,因此生产企业提出加价是合理的,其加价幅度同定尺长度加价幅度基本相同。D、范围长度:范围长度在通常长度范围内,当用户要求其中某一固定范围长度时,需在合同中注明。例如:通常长度为3000~12000mm,而范围定尺长度为6000~8000mm或8000~10000mm。可见,范围长度比定尺和倍尺长度要求宽松,但比通常长度加严很多,也会给生产企业带来成材率的降低。因此生产企业提出加价是有道理的,其加价幅度一般在基价上加价4%左右。壁厚不均钢管壁厚不可能各处相同,在其横截面及纵向管体上客观存在壁厚不等现象,即壁厚不均。为了控制这种不均匀性,在有的钢管标准中规定了壁厚不均的允许指标,一般规定不超过壁厚公差的80%(经供需双方协商后执行)。椭圆度在圆形钢管的横截面上存在着外径不等的现象,即存在着不一定互相垂直的 外径和小外径,则 外径与小外径之差即为椭圆度(或不圆度)。为了控制椭圆度,有的钢管标准中规定了椭圆度的允许指标,辽宁营口无缝钢管一般规定为不超过外径公差的80%(经供需双方协商后执行)。弯曲度钢管在长度方向上呈曲线状,用数字表示出其曲线度即叫弯曲度。标准中规定的弯曲度一般分为如下两种:A、辽宁营口无缝钢管局部弯曲度:用一米长直尺靠量在钢管的 弯曲处,测其弦高(mm),即为局部弯曲度数值,其单位为mm/m,表示方法如2.5mm/m。此种方法也适用于管端部弯曲度。B、全长总弯曲度:用一根细绳,从管的两端拉紧,测量钢管弯曲处 弦高(mm),然后换算成长度(以米计)的百分数,即为钢管长度方向的全长弯曲度。例如:钢管长度为8m,测得 弦高30mm,则该管全长弯曲度应为:0.03÷8m×100%=0.375%



从建厂至今,福日达金属材料有限公司作为一家专业的 辽宁营口镀锌q235b角钢生产厂家,在辽宁营口这块沃土上,凭借着全套的机械加工设备和丰富的生产经验,几度克服 辽宁营口镀锌q235b角钢生产中的技术壁垒,完成 辽宁营口镀锌q235b角钢产品生产的突破,因此也培养了一批技术成熟的技术工作人员,也形成了一套完整、科学的质量管理体系,并以诚信、实力和产品质量获得业界的认可。


辽宁营口无缝钢管归上升通道。同时,供给端的产能也将呈现快速释放态势。需求超预期释放涨。辽宁营口无缝钢管带动钢价走高现货市场方面,生意社数据显示,螺纹钢、线材、热轧板卷、工字钢等多个钢材品类参考价同样出现持续震荡走高。其中,螺纹钢2月22日参考价报4257.78元/吨,近一周累计上涨3.57%;线材参考价报4506元/吨,近一周累计上涨3.11%;工字钢参考价报4150元/吨,近一周累计上涨1.47%。消息面上,2月份以来,已有包括常州、杭州、扬州等多个城市发布地产相关政策,内容涵盖满足合理住房需求、取消限售、取消限购等多个层面。基建方面,据全国PPP综合信息平台管理库数据显示,2023年1月份,新入库PPP项目有27个,投资额达460.63亿元。截至2月21日,全国PPP管理库项目累计为10396个,总投资金额约16.97万亿元。葛昕表示,总体需求不足仍是当前经济运行面临的突出矛盾,必须大力实施扩大内需战略,增强消费能力,改善消费条件,创新消费场景。“从需求端来看,由于基建项目开工和企业复工复产同步加快,钢材市场逐渐好转,需求释放的力度正在逐步加大。从成本端来看,由于铁矿石小幅上涨和废钢价格的小幅下跌,使得短期钢市的成本支撑力度依然相对较强。从供给端来看,由于钢价的震荡上涨以及下游需求转暖,钢厂的生产积极性持续增强,预计供给端将呈现小幅回升态势。”葛昕说。东高科技高级投资顾问苏广成接受《证券日报》记者采访时表示,根据往年经验,本轮需求回升趋势将持续至旺季3月份至4月份,而回升的弹性仍有赖于地产、基建和制造业的修复情况。而预计后期随着地产端支持政策继续发力并向基本面传导,地产需求有望逐步抬升。中信建投研报表示,目前钢材需求实现超预期改善,预计随着经济进入复苏阶段,需求改善将进一步持续,叠加政策支撑,钢价短期内仍处于上行空间。钢企盈利情况或改善估值有望回归事实上,受多重因素影响,2022年大多数钢企盈利情况并不理想。辽宁营口合金无缝钢管东方财富Choice数据显示,截至记者发稿,A股市场普钢板块(按申万行业分类)25家上市公司已有20家发布了2022年业绩预告,悉数预计报告期内实现归母净利润预减,辽宁营口合金无缝钢管其中预计同比减少幅度在至400%的有10家。2023年,辽宁营口合金无缝钢管市场整体需求回暖能否带动钢企盈利回升?葛昕表示,辽宁营口合金无缝钢管从大中型钢铁企业的旬产数据来看辽宁营口合金无缝钢管,钢厂正在加大产能释放的力度,积极进行备货以应对即将到来的传统需求旺季。辽宁营口合金无缝钢管据中国钢铁工业协会统计数据,2月上旬辽宁营口合金无缝钢管,重点钢企粗钢日均产量206.21万吨,旬环比上升3.77%,同比上升7.2%,呈现连续4旬回升的态势。



辽宁营口厚壁无缝钢管管坯——检验——剥皮——检验——加热——穿孔——酸洗——修磨——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验——冷轧——去油——切头——风干——内抛光——外抛光——检验——标识——成品包装制造工艺热轧、冷拔、热扩按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。1.1、热轧无缝管一般在自动轧管机组上生产。实心管坯经检查并表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。 经均整机均整壁厚,经定径机定径,达到规格要求。利用连续式轧管机组生产热轧无缝钢管是较先进的方法。1.2、若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。1.3、挤压法即将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。此法可生产直径较小的钢管。

