




想知道0.3*0.3铸铁闸门产品有多棒?看视频就够了,它比千言万语都更有说服力!
以下是:0.3*0.3铸铁闸门的图文介绍
瑞鑫启闭机铸铁闸门清污机钢闸门拍门水工机械厂拥有先进的 山西运城液压翻板铸铁闸门生产设备以及完善的生产工艺,高学术技术团队和研发团队,确保了 山西运城液压翻板铸铁闸门产品的质量与性能。良好的企业文化以及务实的创新精神,使企业的技术不断的提高,与国际同类产品有广泛的互换性,以便于国内外的 山西运城液压翻板铸铁闸门产品相互替换应用。

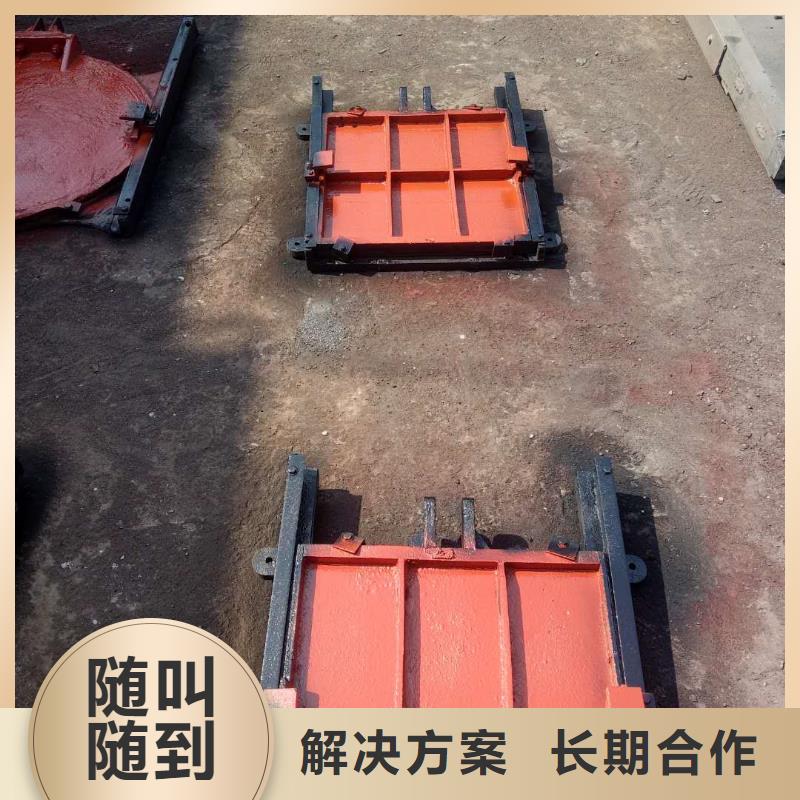
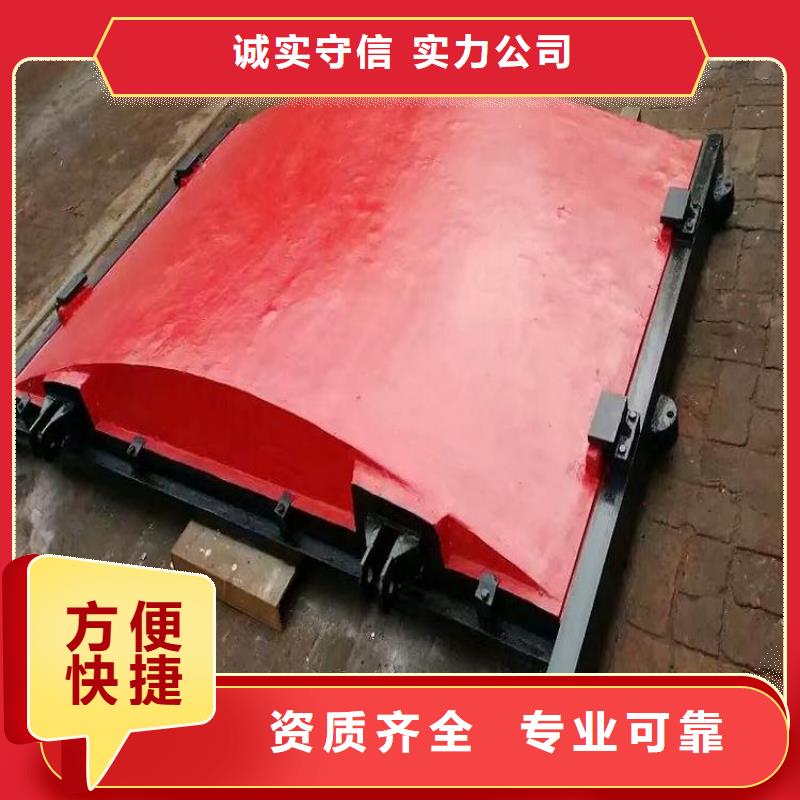
随着水利机械行业的不断发展,铸铁闸门的应用范围越来越广泛,今日来透露一下铸铁闸门小秘密——其结构设计: 铸铁闸门主要是由闸框和闸板两大部分组成的。铸铁闸门的闸框是闸板的支承构件,也是闸板的运行滑道,由地脚螺栓安装固定在水闸闸墩及闸底板的二期混凝土中,将闸板所承受的全部水压力传递到闸室中。 铸铁闸门安装方法 1、在安装闸门前应按图示位置安装、闸板设于迎水面。 2、注意闸板压向门框允许 压力0.1MPa。 3、闸板压离门框允许 压力0.02MPa。 4、密封工作部位渗漏量不太于1.24L/min.m。


铸造闸门安装时应采用整体就位的方式,以防止闸框变形。 铸造闸门安装前,首先要检查各连接部位的螺栓是否因为运输和装卸而松动,如果有松动,就应将其紧固。 确认主立架和横架连接处止水面是否有错位,如果有错位,则松动连接螺栓,使止水面调整到同一平面。 浇筑闸门应整体就位安装,严禁闸框、闸板分体安装,防止闸框变形。 安装前应先检查立、横框之间、闸板与闸板之间的连接螺钉是否松松脱,是否有错接,是否将其调至平面内,检查闸板与闸板之间的间隙,确保闸板与闸板之间的间隙不大于0.08mm,如果间隙过大,可调整关闭装置。向上紧固各螺栓。



一、清洗表面污垢、灰尘,各润滑点加足润滑剂脂; 二、安装过程中应保证机器与闸门同心度,误差不超过5mm; 三、机器装上,先行空载运行两个全程检查有无反常; 四、试车时先100mm,检查各部件有无变形,闸门在门槽中的滑动情况,确认无误后方能继续,每0.5m再检查一次。当PK1发讯时,表明油泵压力过低,声光报警,停泵检修。螺杆式启闭机调试方式及注意事项: 1、当启闭机在无载荷的情况下,保证三相电流不平衡不超过正负10%,并测出电流值。 2、对于上下限位的调整:当闸门处于全闭的状态时,将上限压紧上行程开关并固定在螺杆启闭机的螺杆上。当闸门处于全开时,将下限位盘压紧下行程开关并固定在螺杆上。 3、对于启闭机的主令操控装置调整,务必保证闸门升降到上、下限位时的误差不超过1cm。



