

联系我们

当前位置:
【多麦金属】高锰耐磨耐候钢板生产厂家 >玉树本地行业频道
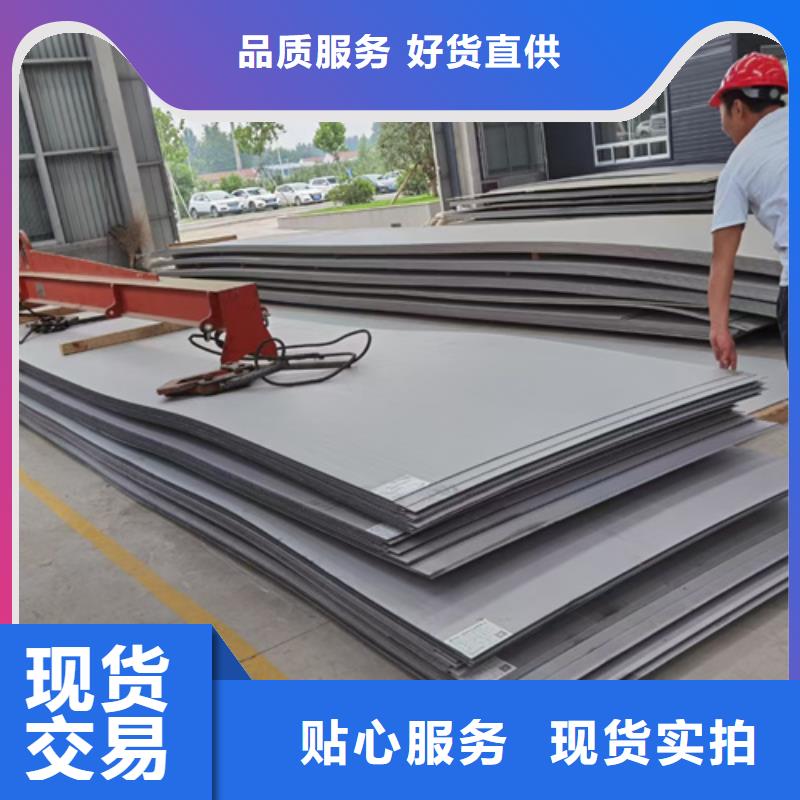
高强钢板Q690D厚100毫米哪里加工切割
更新时间:2024-11-19 13:46:29 浏览次数:14 公司名称: 【多麦金属】高锰耐磨耐候钢板生产厂家
以下是:高强钢板Q690D厚100毫米哪里加工切割的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 4200/吨 |
| 发货期限 | 1天 |
| 供货总量 | 15000吨 |
| 运费说明 | 电议 |
| 最小起订 | 100kg |
| 质量等级 | 一级 |
| 产品材质 | Q355D/Q420B/Q460C/Q550D/Q690D/Q890D/Q960D |
| 产品品牌 | 多麦金属 |
| 产品规格 | 3mm-150mm |
| 发货城市 | 聊城 日照 武安 |
| 产品产地 | 宝武钢铁 敬业 普阳 山钢 莱钢 |
| 加工定制 | 可切割 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 适用领域 | 矿山设备 煤机设备 装载设备 起重设备 |
| 库存量 | 15000余吨 |
| 仓库地址 | 聊城 日照钢联库 武安中贸库 |
以下是:高强钢板Q690D厚100毫米哪里加工切割的图文视频



高强钢板Q690D厚100毫米哪里加工切割,【多麦金属】高锰耐磨耐候钢板生产厂家为您提供高强钢板Q690D厚100毫米哪里加工切割的资讯,联系人:朱经理,电话:13821827773、13821827773,QQ:1946909636,发货地:经济技术开发区创业大厦B塔310发货到青海省 玉树市 。 青海省,玉树藏族自治州 玉树藏族自治州(藏语名:ཡུལ་ཤུལ་བོད་རིགས་རང་སྐྱོང་ཁུལ།),首府驻玉树市,是青海的8个地级行政区之一,藏语意为“遗址”,是青海省个、中国第二个成立的少数民族自治州;地势南北高、中间低,西高东低;属典型的高寒性气候。全州总面积26.7万平方千米,下辖1市、5县。根据第七次人口普查数据,截至2020年11月1日零时,玉树藏族自治州市常住人口为425199人。
想要了解高强钢板Q690D厚100毫米哪里加工切割产品的魅力?视频为你揭晓答案!
以下是:高强钢板Q690D厚100毫米哪里加工切割的图文介绍


Q460C高强钢板焊接修补
经供需双方协商,可进行焊接修补,并应满足以下要求:
a)采用适当的焊接方法;b)在焊补前采用铲平或磨平等适当的方法完全除去钢板上的有害缺陷,除去部分的深度在钢板公称厚度的20%以内,单面的修磨面积合计应在钢板面积的2%以内;c)钢板焊接部位的边缘上不得有咬边或重叠,堆高应高出轧制面1.5mm以上,然后用铲平或磨平等方法除去堆高;d)热处理钢板焊接修补后应再次进行热处理。
经供需双方协商,钢板的表面质量也可符合GB/T14977的规定。
Q460C钢板应用范围
Q460C钢板用作低温有冲击性能要求的工程和一般结构高强度钢结构件。主要用于制造桥梁、青海玉树本地船舶、青海玉树本地车辆、青海玉树本地锅炉、青海玉树本地高压容器、青海玉树本地输油输气管道、青海玉树本地大型钢结构等



Q690D高强钢板自身不仅具备高强度而且还具备一定的韧性、青海玉树同城抗疲劳性、青海玉树同城抗冲击性、青海玉树同城抗腐蚀性、青海玉树同城抗低温冲击性、青海玉树同城和焊接及易加工等钢板综合优质性能。Q690D钢板因为自身有着多种优质性能,也得到制造业一致的好评和认可。四、青海玉树同城Q690D钢板牌号介绍Q690D牌号中的Q=钢板屈服Q690D牌号中的690=钢板屈服强度单位 MpaQ690D牌号中的D=钢板冲击度数为-20度,也是钢板级别Q690N钢板共分为5个级别分别为Q690B=20度冲击测试Q690C=0度冲击测试Q690D=-20度低温冲击测试Q690E=-40度低温冲击测试Q690F=-60度低温冲击测试


【多麦金属】高锰耐磨耐候钢板生产厂家拥有一批经验丰富的技术人员。公司是一家专业从事 青海玉树Q460C钢板的公司。【多麦金属】高锰耐磨耐候钢板生产厂家是以“精准、诚信、专业、”为公司施工和服务理念,公司多年以来一直专注于 青海玉树Q460C钢板研究工作,技术力量雄厚、经验丰富。公司以完善到位的专业化技术赢得了省内外项目业主的信赖和好评,公司在坚持技术创新的基础上,狠抓质量管理,不断提高服务水平,实现了公司业务的良性发展。我们热诚欢迎省内外客户及业内人士来我公司考察,参观、指导及技术交流!




Q460C高强钢板的焊接工用氩气/ 二氧化碳精混合气体保护焊进行打底焊接,采用氩气/ 二氧化碳混合气体保护焊进行填充、青海玉树本地盖面焊接,按照下列步骤进行操作:(I)焊接工艺参数的确定:焊接时采用较小的线能量,宜不超过12kJ/cm,设定气体流量、青海玉树本地焊接速度;(2)焊前准备:a)制备坡口,对焊件待焊接区以及近焊缝区母材进行清理,确保无影响焊接质量的外部因素;b)将需要焊接的母材进行对口拼装点固,应确保母材焊接区及近焊缝区无影响焊接质量的缺陷;c)对口点固焊所使用的焊丝、青海玉树本地焊接工艺与氩气/ 二氧化碳混合气体打底焊相同;d)焊丝干伸长度为15~20mm ;(3)装配定位焊接要求:定位焊所使用的焊接材料应与焊接同类型的材料相同,定位焊焊缝长度一般不小于40mm,焊缝厚度不宜超过焊缝设计厚度的2/3 ;](4)氩气/ 二氧化碳混合气体保护焊打底焊接,打底焊焊接参数如下:焊丝选用Φ 1.2mm,型号为ER55-D2,混合气体比例为Ar =CO2 = 85%:15%,气体流量 16 ~20L/min ;当气温低于5°C时,应对待施焊区进行预热,预热温度不低于80°C,预热的加热区应在焊接坡口两侧,宽度应各为焊接施焊处厚度的1.5倍以上,且不小于100mm;焊接电流为140?160A,焊接电弧电压为16?18V,焊接速度为20~22cm/min ;混合气体保护焊打底单道焊缝厚度不大于5_ ;(5)氩气/ 二氧化碳混合气体保护焊填充、青海玉树本地盖面焊接,焊接参数如下:焊丝选用Φ 1.2mm,型号为ER55-D2,混合气体比例为Ar =CO2 = 85%:15%,气体流量16~20L/min,焊道数为填充一道,盖面一道;焊接电流为200?220A,电弧电压为22?24V,焊接速度为27?29cm/min,线能量不大于12kJ/cm ;填充焊道金属厚度不大于6mm ;盖面焊道宽度不大于16mm ;盖面焊接和填充焊接过程中,焊道的层间温度不应超过220°C~250°C。进一步,所述步骤(4)、青海玉树本地(5)中,焊接电源选择为松下KR I1-500。再进一步,在所述步骤(4)采用混合气体保护焊进行打底。在所述步骤(5)中,盖面焊接时需进行摆动,摆动幅度不大于10mm。所述步骤(5)中,焊接线能量不大于12kJ/cm。在所述步骤(2)中,制备坡口时,在坡口两侧25_范围内应显露金属光泽。在所述步骤(5)中,焊接层间温度不应超过250°C。本发明的构思为:Q460C钢材的使用可以对产品设计进行优化,减少产品本体重量,减少基础设施施工成本,大大提高经济效益。


在青海省玉树市采买高强钢板Q690D厚100毫米哪里加工切割到【多麦金属】高锰耐磨耐候钢板生产厂家,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:朱经理-13821827773,QQ:1946909636,地址:《经济技术开发区创业大厦B塔310》。