


为了给您提供更的16mn精密钢管实体大厂产品信息,我们上传了的产品视频。请花几分钟时间观看,您会发现更多惊喜。
以下是:16mn精密钢管实体大厂的图文介绍
通圆钢管制造有限公司视客户为朋友,诚信相待,精诚奉献。我们坚信:锲而不舍的努力是企业成功的关键,不断满足消费者的需求是企业生存的基础,而 云南玉溪45#精密钢管产品质量是企业的生命。多年来,公司以坚实的质量体系为保障,以可靠的 云南玉溪45#精密钢管产品为载体,凭借诚挚的公司信誉,热忱的服务,向广大客户传达了“优质材料,优惠价格,优良服务” 的三优标准服务,赢得了广大客户的真诚厚爱。



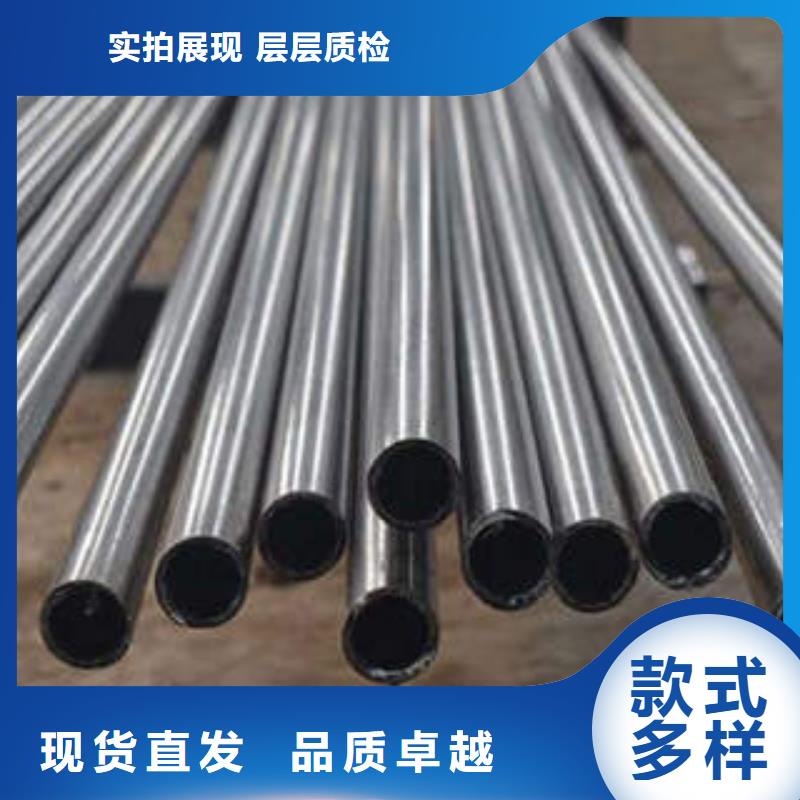
普通冷拔无缝钢管与精轧无缝钢管的区别在于 1、普通无缝钢管主要特点是无焊接缝,可承受较大的压力。产品可以是很粗糙的铸态或冷拨件,适合用于机械加工,流体管道。 2、精密钢管是近几年出现的产品,主要是内孔、外壁尺寸有严格的公差及粗糙度,外表光亮,但 的一个缺点是不可以握弯,解决方法 退火但是退火后就不会发光了但是壁厚公差还可以保证。无缝钢管仍能继续伸长时的应力无缝钢管具有屈服现象的金属材料,试样在拉伸过程中力不增加(保持恒定)仍能继续伸长时的应力,称屈服点。若力发生下降时,则应区分上、下屈服点。屈服点的单位为N/mm2(MPa)。无缝钢管上屈服点(σsu):试样发生屈服而力首次下降前的 应力; 下屈服点(σsl):当不计初始瞬时效应时,屈服阶段中的小应力。无缝钢管屈服点的计算公式为:式中:Fs——试样拉伸过程中屈服力(恒定),N(牛顿)So——试样原始横截面积,mm2。 ③无缝钢管断后伸长率(σ)在拉伸试验中,试样拉断后其标距所增加的长度与原标距长度的百分比,称为伸长率。以σ表示,单位为%。计算公式为:式中:L1——试样拉断后的标距长度,mm; L0——试样原始标距长度,mm。 ④无缝钢管断面收缩率(ψ)在拉伸试验中,试样拉断后其缩径处横截面积的 缩减量与原始横截面积的百分比,称为断面收缩率。以ψ表示,单位为%。计算公式如下:式中:S0——试样原始横截面积,mm2; S1——试样拉断后缩径处的少横截面积,mm2。



如果所使用的钢管是普通的钢管,这种钢管内部,金属的分布十分不均匀。这使得钢管,在承受这些加工程序的时候,会变得十分的脆弱。好一些的情况,就是钢管出现了,一些不是规则的形变。坏一点的情况,那就是钢管,很有可能出现断裂的情况。如果当时的操作,给钢管的压力比较大,那么断裂的钢管,很有可能会伤到,进行加工的员工。如果使用的是精密钢管,就不会出现这样的问题。因为这种钢管,在终成型之前,都会进行冷变形强化,这避免了管道,在加工过程中,出现不符合加工意愿的情况。
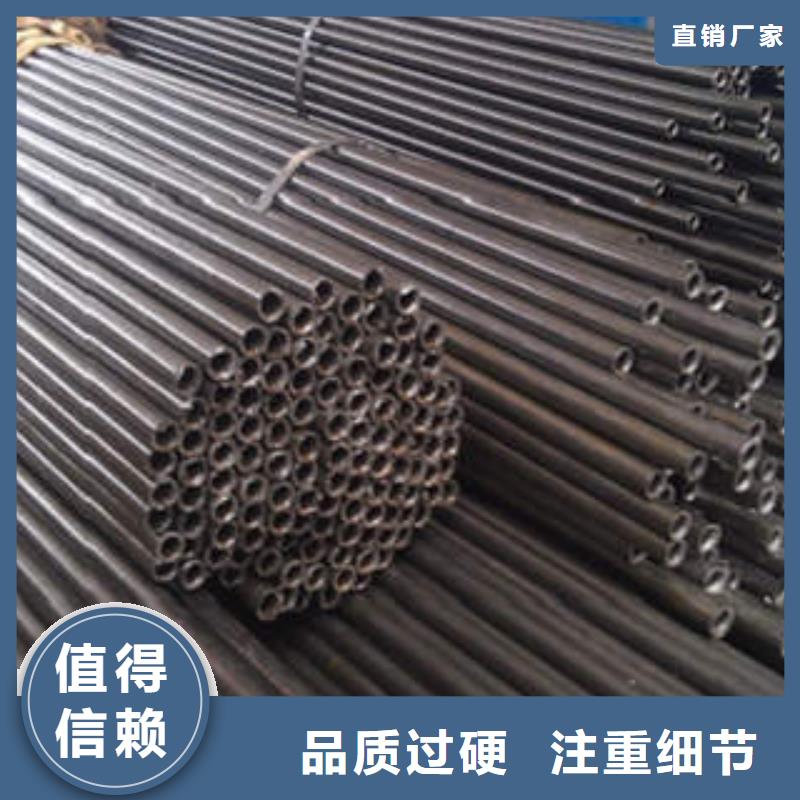
近几年,钢管市场出现了,一种新的钢管,这就是精密钢管。许多会使用到钢管的行业,都开始选择精密钢管了。因为这种钢管有着,非常卓越的使用性能。这让所有的行业,在使用的过程中,都不会遇到很多麻烦的问题。其次还因为精密钢管,可以适应各种后续的加工。一般的钢管,由于自身并不是那么的稳定,在加工的过程中,很有可能会出现裂缝,或者是不规则变形的情况。一旦管道出现了,这样的一些问题,这会带来很多后续的问题。如果发生变形的部位,只是很小一部分,那么直接将这个部分,进行切除就行了。可要是发生变形的部位,已经是非常大了。
近几年,钢管市场出现了,一种新的钢管,这就是精密钢管。许多会使用到钢管的行业,都开始选择精密钢管了。因为这种钢管有着,非常卓越的使用性能。这让所有的行业,在使用的过程中,都不会遇到很多麻烦的问题。其次还因为精密钢管,可以适应各种后续的加工。一般的钢管,由于自身并不是那么的稳定,在加工的过程中,很有可能会出现裂缝,或者是不规则变形的情况。一旦管道出现了,这样的一些问题,这会带来很多后续的问题。如果发生变形的部位,只是很小一部分,那么直接将这个部分,进行切除就行了。可要是发生变形的部位,已经是非常大了。


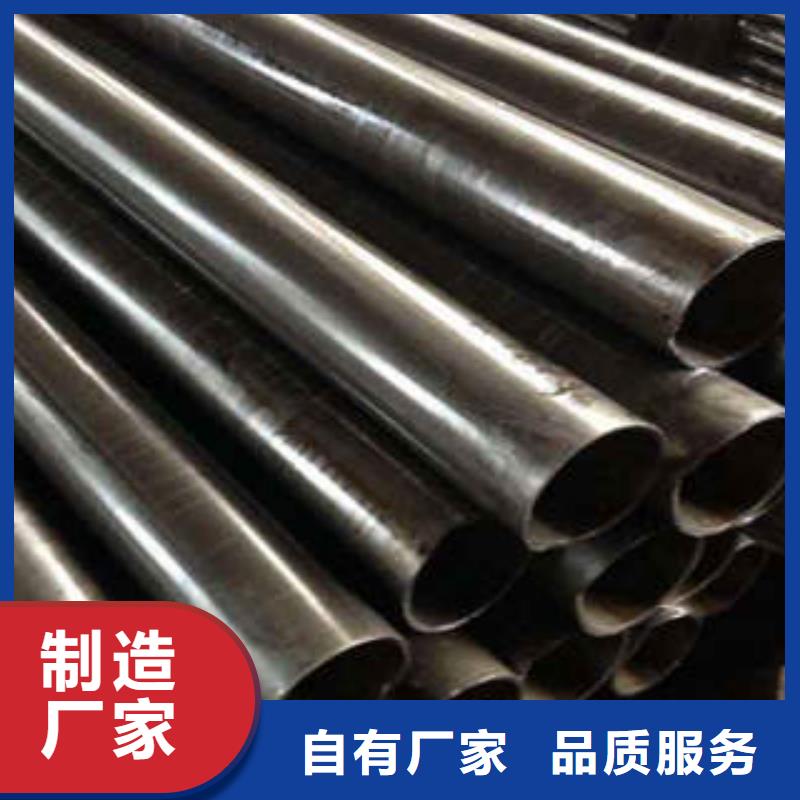
20#、45#、40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、拖拉机的受力零件。一般用无缝钢管要保证强度和压扁试验。热轧钢管以热轧状态或热处理状态交货;冷轧以热处理状态交货。
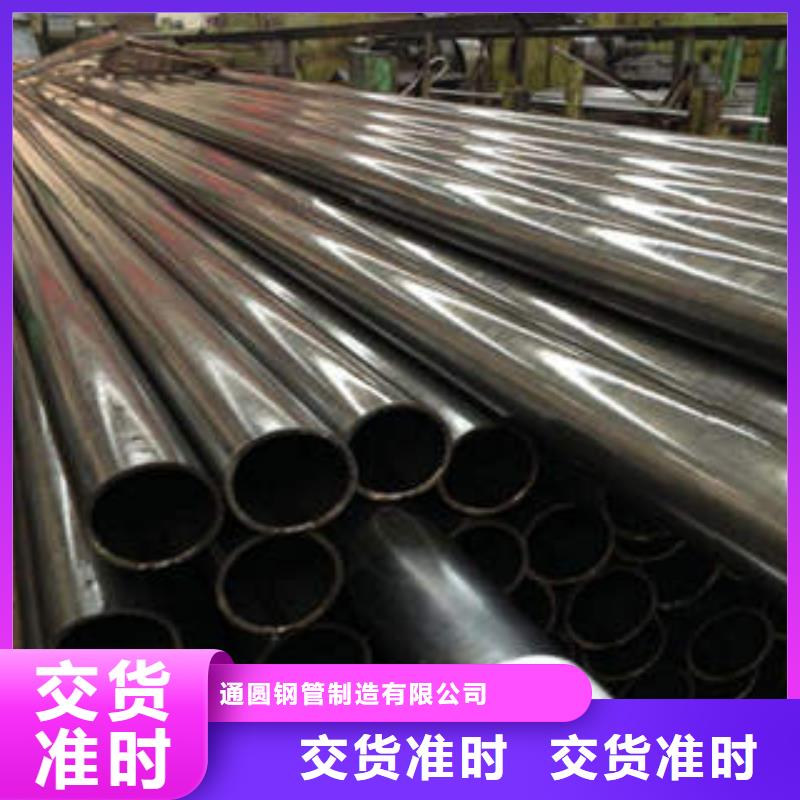
热轧,顾名思义,轧件的温度高,因此变形抗力小,可以实现大的变形量。以钢板的轧制为例,一般连铸坯厚度在230mm左右,而经过粗轧和精轧,终厚度为1~20mm。同时,由于钢板的宽厚比小,尺寸精度要求相对低,不容易出现板形问题,以控制凸度为主。对于组织有要求的,一般通过控轧控冷来实现,即控制精轧的开轧温度、终轧温度.圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。
热轧,顾名思义,轧件的温度高,因此变形抗力小,可以实现大的变形量。以钢板的轧制为例,一般连铸坯厚度在230mm左右,而经过粗轧和精轧,终厚度为1~20mm。同时,由于钢板的宽厚比小,尺寸精度要求相对低,不容易出现板形问题,以控制凸度为主。对于组织有要求的,一般通过控轧控冷来实现,即控制精轧的开轧温度、终轧温度.圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。



