以下是:紫铜止水片实体大厂的产品参数
| 产品参数 |
|---|
| 产品价格 | 批发/个 |
|---|
| 发货期限 | 1 |
|---|
| 供货总量 | 666 |
|---|
| 运费说明 | 面议 |
|---|
以下是:紫铜止水片实体大厂的图文视频
紫铜止水片实体大厂,兴泰工程材料有限公司为您提供紫铜止水片实体大厂,联系人:张经理,电话:15318168555、15318168555,QQ:2028098034,请联系兴泰工程材料有限公司,发货地:莱芜高新区发货到河南省 郑州市 中原区、二七区、金水区、上街区、惠济区、中牟县、巩义市、荥阳市、新密市、新郑市、登封市。 河南省,郑州市 2022年,郑州市实现地区生产总值12934.7亿元,按不变价格计算,同比增长1%。
我们的紫铜止水片实体大厂视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。
以下是:紫铜止水片实体大厂的图文介绍
兴泰工程材料有限公司长期以来培养 河南郑州网状聚丙烯纤维技术人才,积累了从 河南郑州网状聚丙烯纤维产品开发、工艺、工装设计到批量生产的丰富的理论和实践经验。能够在较短的时间内开发出满足用户要求的 河南郑州网状聚丙烯纤维产品。
质量方针:以客户为中心、以 河南郑州网状聚丙烯纤维质量求发展、以技术带进步、以管理创效益。
企业作风:求是务实、行动迅速、细致周到、精益求精。


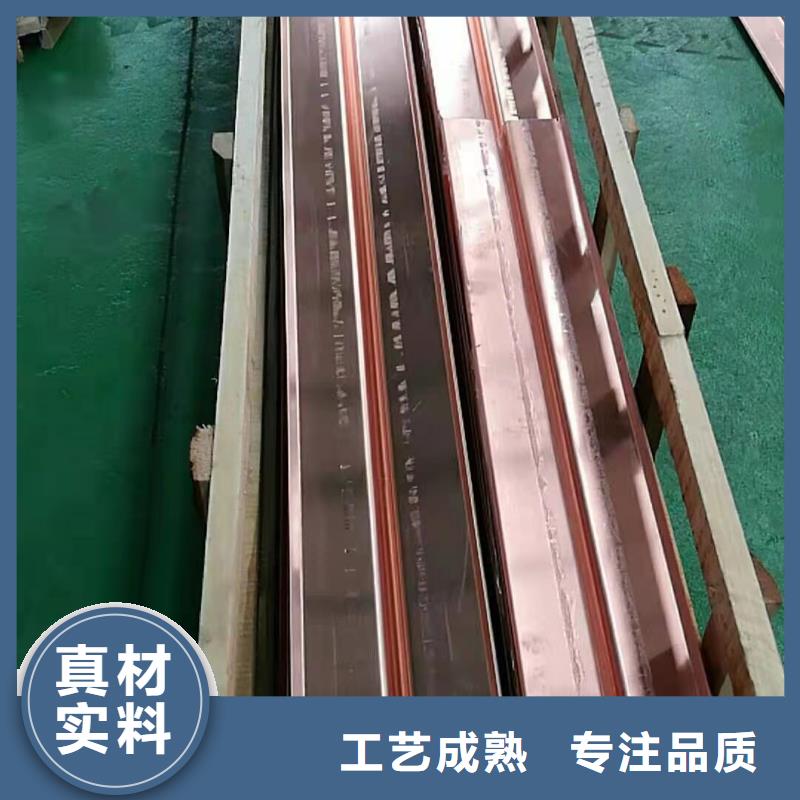
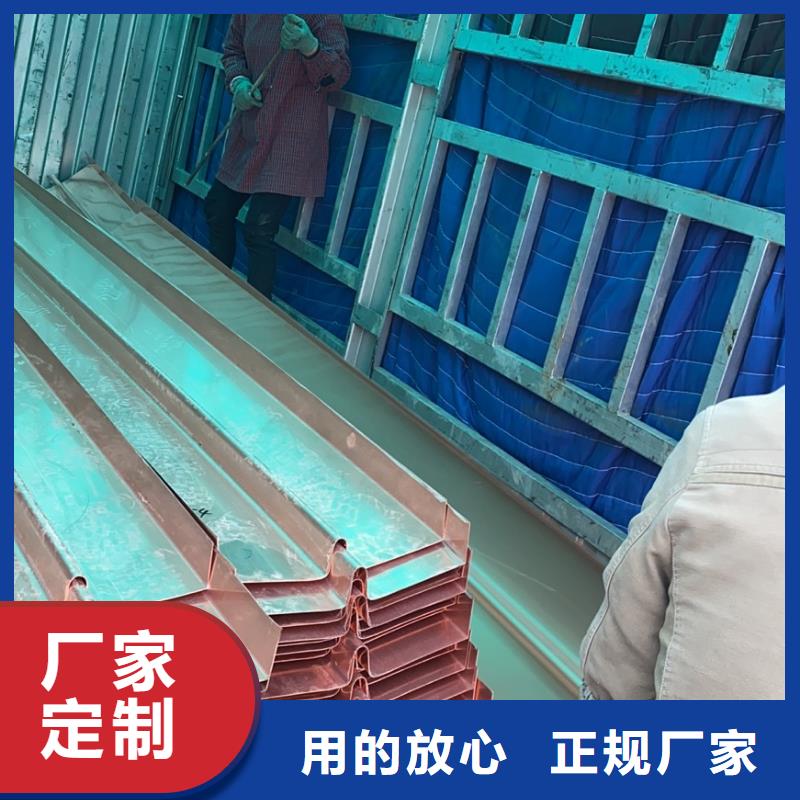
我国的建筑技术发展迅速,在建筑物中安装铜片止水带的技术已经非常普遍,并且得到了广泛的应用,主要是因为建筑物地底下水位较高,同时为了加快施工进度,使地下室顶板施工完成后尽快进行基坑的回填,故对地下室底板及外墙的铜片止水带均采取了超前止水措施。 止水接头现场焊接施工工艺及方法 河南郑州铜止水 A、焊丝和气焊熔剂:采用紫铜止水母材的剪条,将脱氧剂放在 焊粉中,焊粉采用气剂301. B、气焊工艺:焊前做好焊丝和焊件的清洁工作,一般用钢丝刷; 或砂纸去除表面油污和吸附的气体。 C、焊接火焰选用中性焰:氧化焰会使熔池氧化,在焊缝中形成 脆性的氧化亚铜:碳化焰则会产生一氧化碳和氢气,进入焊缝形成气孔。 D、焊前首先将焊件预热:预热温度为400 500‘C。 E、由于高温铜液容易吸收气体,是焊缝金属产生多孔性的缺陷, 同时,焊缝热影响区的晶粒粗大,还会使焊接接头的力学性能降低,所以焊缝的焊接层:数越少越好,焊接时采用单道焊。焊后捶击焊接接头,使金属晶粒变细,从而提高其力学性能。



地道止水带作为地道止水的重心,止水带的施工直接关系到整个地道的止水效果。在地道止水施工过程中,止水带的接头不得设在布局转角处,并尽可能不设接头。河南郑州铜止水铜止水 止水带埋设方位,其中心空心圆环应与变形缝的中心线重合;止水带定位时,应使其在界面部位坚持平展,防止止水带翻滚、扭结,如发现有扭结不展表象应及时进行调正。在固定止水带和灌筑混凝土过程中应防止止水带偏移,防止单侧缩短,影响止水作用。可选用位钢筋仔细定位。止水带先施工一侧混凝土时,其端头模板应支撑结实,严防漏浆。 地道断面变化处或转角处的阴角应抹成半径不小于50mm的圆弧,以便止水带施工。止水带在地道断面变化处或转角处应做成弧形,橡胶止水带的转角半径不该小于200mm,钢片止水带不该小于300mm,且转角半径应随止水带的宽度增大而相应加大。 不得在止水带上穿孔打洞固定止水带。在固定止水带和灌筑混凝土过程中应注意维护止水带不被钉子、钢筋和石子等刺破。如发现有刺破、分裂表象,应及时修补。宜加强混凝土振捣操控,扫除止水带底部气泡和空地,使止水带和混凝土紧密结合,应注意防止振捣形成止水带偏位或破损。 止水带的长度应依据施工需求事先向生产厂家定制,尽量防止接头。如确应接头,应衔接结实,宜设置在距铺底面不小于300mm的边墙上。依据止水带原料和止水部位可选用不一样的接头办法。橡胶止水带的接头方式应选用搭接或复合接;塑料止水带的接头方式应选用搭接或对接。止水带的搭接宽度不该小于100mm,冷粘或焊接的缝宽不该小于50mm.铜;加入锡即成青铜。



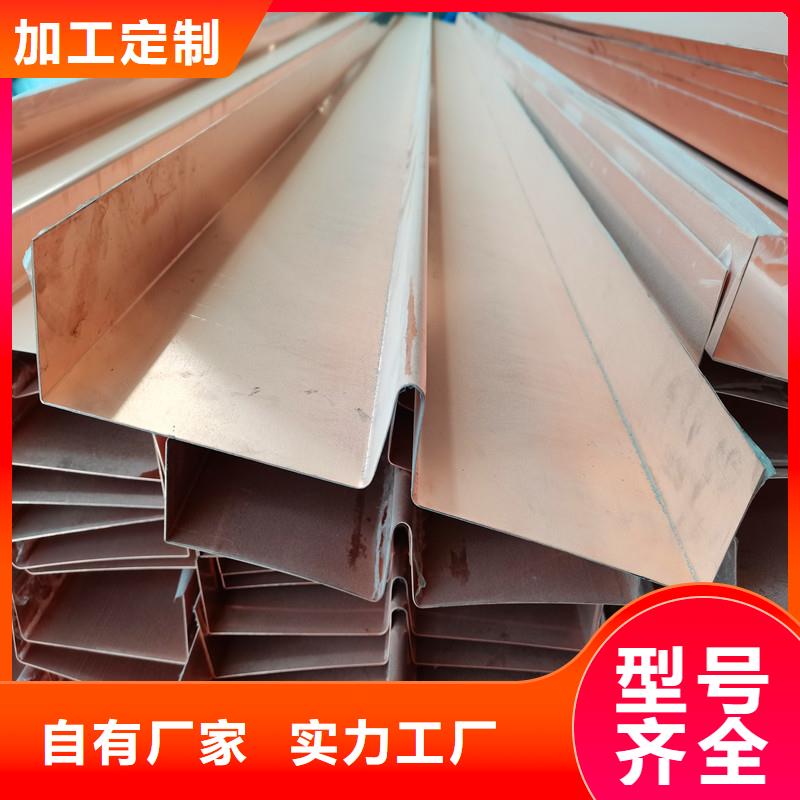
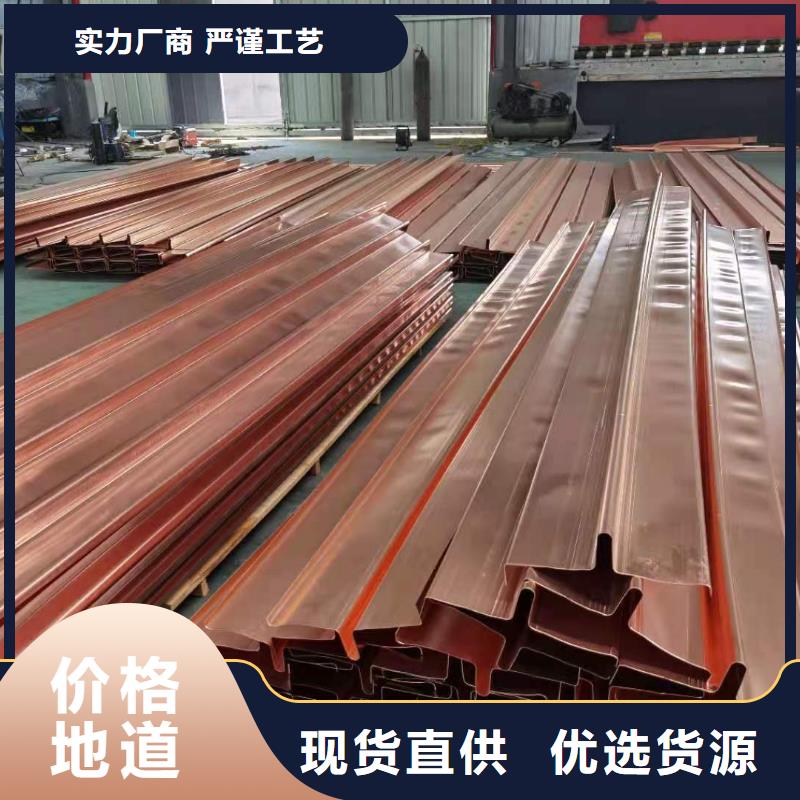
在水利工程施工中,为配合防渗系统的设计,在使用止水铜片的同时,在止水铜片的内侧或外侧大多会使用PVC或者橡胶垫片,橡胶易老化,而紫铜不会,两者配搭使用是止水防渗系统的不二选择。 橡胶的韧性很好的贴合了紫铜止水片,不仅符合了紫铜止水片的特点,还让止水铜片多了一层保护屏障。止水铜片的规格需要配合恰到好处的橡胶垫片尺寸,我们提供止水铜片与橡胶止水的一体化生产,使止水紫铜片的生产符合止水铜片大样图,同时配合相应的橡胶垫片完美嵌入止水铜片凹槽,达施工标准,可在各施工项目中直接使用 我公司生产的铜片止水系列产品,以2号铜为原料,即T2铜,纯铜含量大于等于99.9%,是目前市场上纯度 的材料。在生产过程中,需进过熔铸,反复的热轧、冷轧、退火等工序,使铜止水片的抗拉强度大于等于205MPa,延伸率大于等于30%,因此其可加工性强,可根据设计大样图成形。河南郑州铜止水 一般情况下,我公司出厂的铜止水片物理性能具体数据如下,硬度HV50,延伸率37%,抗拉强度为230MPa,而铜含量在99.97%(其物理数据检测均是加工成型前的数据,弯折之后,有一定的变化)。



铜止水片(是由紫铜或纯铜生产加工而成),河南郑州铜止水因而铜止水片的电焊焊接应以紫铜焊接检验标准。铜止水片电焊焊接宜选用气割或氩弧焊机,这儿详细介绍气割的操作流程及其常见问题。 气割是用O2与乙炔气体造成高溫,熔融焊丝与焊接件的金属材料疑固后产生焊接的焊接工艺。 其具体步骤办法是:关掉焊把电源开关,将乙炔气体及O2开启,打火渐渐地开启焊把电源开关引燃焊嘴,将焊丝依据必须 放到被焊物件上,再慢慢调准焊嘴的火焰高低,应用火焰溶化焊丝与焊接件的合金凝结后产生-条焊接。 需运用衔接焊的方式 ,其钢筋搭接尺寸不能低于40mm,与此同时为得到高宽比和总宽匀称的焊接,钢筋搭接焊可选用左焊接方法,即焊炬从右往左边挪动的方式 。气割的操作过程方式 包含氧气乙炔焰的引燃.调整和灭掉.起焊.电焊焊接全过程中焊炬和焊丝的健身运动.连接头和结尾的使用要点。 1.火苗的引燃 焊炬的握法,应左手拿焊炬,将食指和无名指坐落于氧e调节阀处,与此同时大拇指还能够电源开关.调整乙炔气体调节阀门,随时随地调整汽体的总流量。引燃火苗时,先要稍稍打开氧s气调节阀门,随后再开乙炔气体调节阀门,二种汽体在焊炬内混和后,从焊嘴喷出来,这时将焊嘴挨近明火就可以引燃。打火时,拿明火的手不必正对接焊嘴,也不能将焊嘴偏向别人或易燃物,防止出现事故。(留意)一开始打火时,很有可能发生持续”放鞭炮"声,缘故是乙炔气体不纯,需释放不良的乙炔气体再次打火。有时候发生不容易打火的状况,大部分状况是氢开得过大而致,这时候应将氧e调节阀调小。
紫铜止水片实体大厂,兴泰工程材料有限公司为您提供紫铜止水片实体大厂产品案例,联系人:张经理,电话:15318168555、15318168555,QQ:2028098034,发货地:高新区。