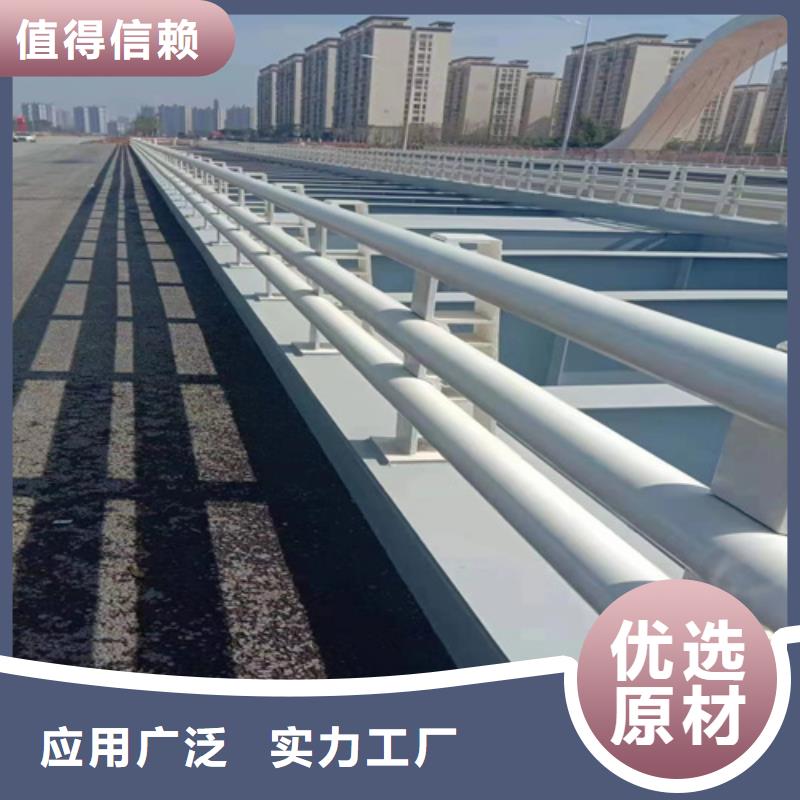




我们的高架桥Q235加厚防撞护栏杆河道景观桥梁防撞护栏常规货源充足视频现已上线,产品魅力难挡,视频揭晓全貌,速来围观!
以下是:高架桥Q235加厚防撞护栏杆河道景观桥梁防撞护栏常规货源充足的图文介绍

宏达友源金属制品有限公司拥有一批高素质的 江苏镇江不锈钢景观护栏杆、灯光护栏、不锈钢护栏、不锈钢复合管护栏管理人才和工程技术人员,配备了成套的先进设备。并在长期的 江苏镇江不锈钢景观护栏杆、灯光护栏、不锈钢护栏、不锈钢复合管护栏市场磨练中建立起一套科学的生产管理模式。公司集多年设计、开发、生产经验,所有 江苏镇江不锈钢景观护栏杆、灯光护栏、不锈钢护栏、不锈钢复合管护栏产品均严格按照标准制作,工艺清湛,美观耐用,赢得了广大客户的喜爱。


1.防撞护栏的平行线平行线段为平行线,曲线图横截面为环形,平行线,没有曲线和盲区。2.油漆表面光滑而独特。3.易于维护,易于清洗。4.防锈处理可以优异。5.耐用、灵活,不易变形。施工过程中,防撞护栏要严格按照施工图进行施工。如防撞护栏的基础、立柱的安装、横梁护栏板的安装和切割应严格按照施工图纸和施工说明的要求进行。而不能按照自己的思路和想法,随心所欲的进行不按标准的进行。这样,不仅会耽误正常的施工工期和浪费



不锈钢防撞护栏焊接要领1.采用带有高频、脉冲装置的氩弧焊机焊接,气体保护措施与焊纯不锈钢一样,钨极焊针用Ф1.6㎜,焊丝用Ф0.8~Ф1.2㎜,牌号HOCr2NN(即304焊丝),焊接电流点焊时可稍大40~50A,连焊时控制20~40A,焊接速度一般15~25㎝/min。焊接时要保护气体为氩气,纯度为99.99%。当焊接电流为50~50A时,氩气流量为8~0L/min,当电流为50~250A时,氩气流量为2~5L/min。钨极从气体喷嘴突出的长度,以4~5mm为佳,,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm2.将对焊处两端磨坡口,为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角,填充焊丝与工件表面夹角应尽可能地小,一般为0°左右。。3.采用低电压小电流(20A~30A),氩气调节到0.5Mpa左右,对复合管联接处进行填焊,对需要透焊的复合管,采用两次焊接方式,先将内层碳素钢管焊好,再将表层不锈钢层焊接(两次焊接均采用氩弧焊),在焊接过程中,若发现穿孔,咬边等缺陷,说明电流偏大,可调小。如管材焊不透,则电流偏小,可适当调大。其余如“╗”型或“╦”型的焊接法同焊纯不锈钢差不多,主要是坡口要好配合恰当,不要太大,一般在1㎜之内间隙。4.复合管焊好后,先用砂轮片打磨,再用80~320目的千页轮磨平,如有需要再用布轮加腊抛光即可。因复合管表层不锈钢壁厚在0.3~0.6㎜左右,应注意不要过份打磨,否则很容易将不锈钢表层磨破露出钢管,这样就需要修补,加大了工作量.可在施工前先切一小段试焊,熟悉一下,一般能焊纯不锈钢薄壁管经验较丰富的工人在半天内即可掌握焊接要领.。

