

视频不仅展示了高压化肥管-【钢轨】厂家现货供应产品的外观和功能,更通过用户的使用案例和反馈,展现了产品的实用性和可靠性,增强了观众对产品的信任感。
以下是:高压化肥管-【钢轨】厂家现货供应的图文介绍

以匠心理念做好每一个宿迁H型钢

宿迁H型钢的详细介绍
精心选材操作简单



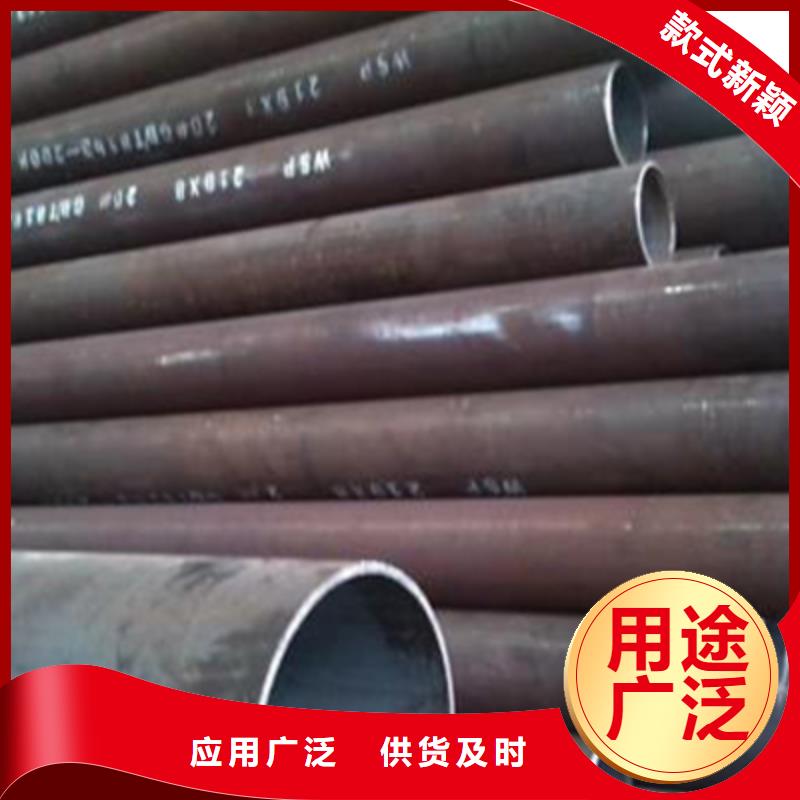
下面向您介绍高压化肥管的生产步骤。应用弹塑性弯曲矫直理论,高压化肥管轧钢机的刚度修整高压化肥管厂家是如何用一块钢生产各种高压化肥管的呢?今天。对矫直过程进行了深入分析,对直径和直径误差与矫直压下量之间的关系进行了研究。计算结果表明,矫直后的直线度与直径误差无关,高压化肥管矫直效果随直径的增大而改善, 的相对压下量一般在0.64~0.77之间,与实验达到较好的吻合。研究结果提出了 的矫直压下量选择方法,为提高矫直精度和制定 工艺提供了理论依据。1各种原材料检查。原材料通常指带状卷材,焊丝,助焊剂等。投资之前,必须经过严格的物理和化学测试以确保质量。2带的头和尾是对接的并使用单丝或双丝埋弧焊。卷成钢管后,采用自动埋弧焊修复焊接。3过程。成型之前,对所需的高压化肥管进行矫直,修整,刨平,表面清洁和预弯曲。
电接触压力表用于控制输送机两侧油缸的压力,以确保带材的平稳输送。5使用外部或内部控制辊成型。6采用焊缝控制装置,确保石油管焊缝满足焊接要求,并严格控制管径,偏心量和焊缝。7内部和外部焊接均使用美国的林肯焊接机通过单丝或双丝埋弧焊进行,以获得稳定的焊接规格。提高轧钢机的刚度从而获得高精度产品 从辊缝调整机构可以看出,由于取消了压下螺丝,进一步缩短应力回线,提高了该轧钢机的刚度,从而获得了高精度产品,减少了轧制废品,提高了轧钢机产品成材率。拉杆上、下两端有旋向相反的T形螺丝起压下螺丝作用,拉杆上顶端与蜗轮箱配合,下顶端与小底座配合,联接上、下轴承座,代替普通轧钢机的牌坊承受轧制力、支承辊子及压下机构的重量,并且参加压下传动实现对称调整。
因此,要求拉杆具有较高的强度、铝管刚度和较好的韧性,能承受交变负荷且要耐磨,故拉杆采用S34Cr2Ni2Mo采用这种结构实现了对称调整,保证了轧制线固定不变,从而,使导卫装置的调整、安装、维护都很方便,减少了操作事故和工艺事故,提高了成材率和作业率。轧辊平衡装置 高压化肥管由于轴承座及上轧辊的自重使拉杆螺丝与压下螺母之间产生间隙。此间隙若不,则轧钢时将在间隙处产生冲击,影响整个机座的刚度,因此必须采用平衡装置来平衡上轴承座和上轧辊的重量以间隙。与普通牌坊式轧钢机相比短应力线轧钢机的优点 由于缩短了应力回线,提高了高压化肥管轧钢机的刚度,从而获得了高精度产品;设计紧凑,体积小,重量轻,简化了装配,减少了大量的基础工作;轧制期间更换辊环时,导卫装置保持在原有位置,不需要更新移动;轧辊辊缝对称调整,保证了轧制线固定不变,因而,延长了导卫装置的寿命。
电接触压力表用于控制输送机两侧油缸的压力,以确保带材的平稳输送。5使用外部或内部控制辊成型。6采用焊缝控制装置,确保石油管焊缝满足焊接要求,并严格控制管径,偏心量和焊缝。7内部和外部焊接均使用美国的林肯焊接机通过单丝或双丝埋弧焊进行,以获得稳定的焊接规格。提高轧钢机的刚度从而获得高精度产品 从辊缝调整机构可以看出,由于取消了压下螺丝,进一步缩短应力回线,提高了该轧钢机的刚度,从而获得了高精度产品,减少了轧制废品,提高了轧钢机产品成材率。拉杆上、下两端有旋向相反的T形螺丝起压下螺丝作用,拉杆上顶端与蜗轮箱配合,下顶端与小底座配合,联接上、下轴承座,代替普通轧钢机的牌坊承受轧制力、支承辊子及压下机构的重量,并且参加压下传动实现对称调整。
因此,要求拉杆具有较高的强度、铝管刚度和较好的韧性,能承受交变负荷且要耐磨,故拉杆采用S34Cr2Ni2Mo采用这种结构实现了对称调整,保证了轧制线固定不变,从而,使导卫装置的调整、安装、维护都很方便,减少了操作事故和工艺事故,提高了成材率和作业率。轧辊平衡装置 高压化肥管由于轴承座及上轧辊的自重使拉杆螺丝与压下螺母之间产生间隙。此间隙若不,则轧钢时将在间隙处产生冲击,影响整个机座的刚度,因此必须采用平衡装置来平衡上轴承座和上轧辊的重量以间隙。与普通牌坊式轧钢机相比短应力线轧钢机的优点 由于缩短了应力回线,提高了高压化肥管轧钢机的刚度,从而获得了高精度产品;设计紧凑,体积小,重量轻,简化了装配,减少了大量的基础工作;轧制期间更换辊环时,导卫装置保持在原有位置,不需要更新移动;轧辊辊缝对称调整,保证了轧制线固定不变,因而,延长了导卫装置的寿命。







